
En détail : réparation à faire soi-même d'une perceuse 2n125 d'un vrai maître pour le site my.housecope.com.
Fabricant de perceuses verticales modèles 2Н125, 2Н135, 2Н150, 2Г175 - Usine de machines-outils de Sterlitamak, NPO Machine-Tool Building LLC, fondée en 1941.
L'histoire de l'usine de machines-outils de Sterlitamak commence le 3 juillet 1941, lorsque débute l'évacuation de l'usine de machines-outils d'Odessa vers la ville de Sterlitamak.
Déjà le 11 octobre 1941, l'usine de machines-outils de Sterlitamak a commencé à produire des machines-outils modulaires spéciales pour l'industrie de la défense.
Actuellement, l'usine produit des équipements de travail des métaux, notamment des machines de tournage et de fraisage CNC, des centres d'usinage multifonctionnels, des outils de travail des métaux et de coupe.
La perceuse verticale universelle 2H125, avec un diamètre de perçage nominal de 25 mm, est utilisée dans les entreprises avec une production unique et à petite échelle de produits et est conçue pour effectuer les opérations suivantes: perçage, alésage, fraisage, fraisage, alésage et ébavurage de la se termine par des couteaux.
Les limites du nombre de tours et des avances de broche permettent de traiter différents types de trous dans des conditions de coupe rationnelles.
Chronologie la production de l'usine de perceuses verticales série 2125 avec un diamètre de perçage allant jusqu'à 25 mm :
- 2125 - le premier modèle d'une série de perceuses verticales, produites de 1945 à 1950.
- 2A125, 2A125A, 2A125K - les modèles suivants de la série, produits de 1950 à 1965
- 2N125, 2N125A, 2N125K, 2N125F2 - le modèle le plus populaire et produit en série de la série, produit de 1965 au début des années 90
- 2S125, 2S125-01, 2S125-04 - les derniers modèles de la série. Arrêté en 2014
| Vidéo (cliquez pour lire). |
La présence d'alimentation mécanique de la broche sur les machines, avec contrôle manuel des cycles de travail.
Permet le traitement de pièces dans une large gamme de tailles à partir de divers matériaux à l'aide d'outils en aciers à haute teneur en carbone et rapides et en alliages durs.
Les machines sont équipées d'un dispositif d'inversion du moteur électrique du mouvement principal, ce qui permet de les enfiler avec des tarauds machine à avance manuelle de broche.
Catégorie de placement 4 conformément à GOST 15150-69.
Développeur - Bureau de conception spécial d'Odessa de machines-outils spéciales.
Les perceuses verticales de base sont utilisées pour traiter des trous de différents diamètres : 2H125... Les deux derniers chiffres de chaque numéro de modèle indiquent le plus grand diamètre de trou en mm qui peut être percé sur cette machine dans 45 ébauches en acier.
Sur la base des modèles de base de machines-outils ci-dessus, les modèles modifiés suivants ont été créés :
2N125A - perceuses verticales à commande automatisée (la commande s'effectue à l'aide de cames et de boutons préréglés);
2N125K - coordonner les perceuses verticales avec une table croisée;
2N125S - perceuses verticales spéciales à une position avec un fourreau à bride, qui sert à la fixation de têtes multibroches;
2Н125Н - des perceuses multipositions conçues pour l'installation de têtes multibroches et de tables rotatives ;
2N125F2 - Perceuses CNC, table croisée et tourelle, etc.
- 2T125, 2T140, 2T150 - fabricant : Gomel usine d'unités de machines-outils
- 2АС132, 2АС132-01 - fabricant : Usine de machines-outils d'Astrakhan
- 2L125, 2L132, 2L135, LS25, LS35 - constructeur : Usine de machines-outils de Lipetsk (PJSC STP-LSP)
- MN25L, MN25N-01 - fabricant : usine de machines-outils Molodechno
Dessin de l'espace de travail de la perceuse 2H125
Photo de la perceuse 2Н125
Emplacement des pièces principales de la perceuse 2H125
- Entraînement de perceuse - 2N125.21.000
- Boîte de vitesse machine - 2H125.20.000
- Pompe à huile à piston - 2N125.24.000 pour machine 2N125
- Pompe à piston à huile - 2Н135.24.000
- Boîte d'alimentation - 2Н125.30.000
- Colonne, table, assiette - 2N125.10.000
- Mécanisme de contrôle de vitesse et d'avance - 2H125.25.000
- Armoire électrique - 2N125.72.000
- Matériel électrique - 2N125.94.000
- Ensemble broche - 2H125.50.000
- Système de refroidissement de la machine - 2H125.80.000
- Tête de perçage - 2H125.40.000
Disposition des commandes pour la perceuse 2H125
- Etiquette - "Remplissage" liquide de refroidissement
- Assiette - "Drain"
- Interrupteur de refroidissement
- + 19 boulons pour le réglage de la cale de table et de la tête de perçage
- Poignée pour déplacer la table
- Pince de table et vis à tête perceuse
- Étiquette - "Mise à la terre"
- Interrupteur d'ouverture
- Autocollant - "Interrupteur principal"
- Bouton de signalisation MACHINE EN MARCHE
- Bouton pour activer la rotation de la broche à droite
- Bouton de rotation de la broche gauche
- Bouton pour activer le mouvement de bascule de la broche lors du changement de vitesse et d'avance
- Pommeau de levier de vitesse
- bouton ARRÊT
- Assiette - "Vitesse"
- Autocollant - "Modifier la vitesse uniquement à l'arrêt"
- Pince de table et vis à tête perceuse
- +4 boulons pour le réglage du coin de table et de la tête de perçage
- Plaque - "Avance, mm par tour"
- Poignée d'interrupteur d'alimentation
- Bouton d'alimentation manuelle
- Volant du mécanisme d'alimentation
- Branche pour lire la profondeur de travail
- Interrupteur
- Etiquette - " Refroidissement "
- Interrupteur de pompe de refroidissement
- Came de réglage de la profondeur de travail
- Came de réglage de la profondeur du fil à couper
- Levier pour l'inversion automatique de l'entraînement principal lorsque la profondeur spécifiée du fil coupé est atteinte
- Levier pour arrêter l'avance mécanique lorsque la profondeur de travail spécifiée est atteinte
- Carré pour le déplacement manuel de la tête de forage
Schéma cinématique de la perceuse 2H125
Liste des symboles graphiques sur la perceuse 2H125
Dessin de la boîte de vitesses de la perceuse 2N125
Boîte de vitesses et entraînement. La boîte de vitesses informe la broche de 12 vitesses différentes au moyen de blocs mobiles 5 (Fig. 7), 7, 8. Les supports d'arbre de la boîte sont placés dans deux plaques - la supérieure et la inférieure 4, fixées ensemble par quatre attaches 6 La boîte de vitesses fait tourner verticalement un moteur électrique par l'intermédiaire d'un accouplement élastique 10 et d'un train d'engrenages 9. Le dernier arbre 2 de la boîte - le manchon - présente un trou cannelé par lequel la rotation est transmise.
Grâce à la paire d'engrenages 3, la rotation est transmise à la boîte d'alimentation.
La lubrification de la boîte de vitesses, comme toutes les unités d'assemblage de la tête de forage, est réalisée à partir d'une pompe à plongeur fixée sur la plaque inférieure 4. Le fonctionnement de la pompe est contrôlé par un indicateur d'huile spécial situé à l'avant de la plaque sous-moteur.
Le mécanisme de contrôle des vitesses et des avances de la perceuse 2H125
Le mécanisme de commutation des vitesses et des avances de la perceuse 2H125
Mécanisme de commutation des vitesses et des avances... Les vitesses sont commutées par la poignée 2 (Fig. 8), qui a quatre positions autour de la circonférence et trois le long de l'axe, la commutation d'alimentation est effectuée par la poignée 3, qui a trois positions autour de la circonférence pour les modèles de machine 2H135 et quatre pour 2H150 , et trois positions le long de l'axe. Les poignées sont situées à l'avant de la tête de forage. Le comptage des vitesses et avances incluses est effectué selon les tableaux 1 et 4.
Dessin de la boîte d'alimentation de la perceuse 2N125
Boîte de vitesses. Le mécanisme est monté dans un boîtier séparé et installé dans la tête de forage. En raison du mouvement de deux blocs triples, neuf avances différentes sont effectuées sur les machines 2H125, 2H135 et douze avances sur la machine 2H150. Sur les machines 2H125 et 2H135, les boîtes d'alimentation ne diffèrent que par l'entraînement, qui se compose des engrenages 1 sur la machine 2H125 (Fig. 9), sur les machines 2H125, 2H135 - des engrenages 2, 3 - respectivement.La boîte d'alimentation est montée dans l'alésage du support supérieur de la vis sans fin du mécanisme d'alimentation. Sur le dernier arbre de la boîte, il y a un embrayage 4, qui transfère la rotation à la vis sans fin.
Dessin de la tête de perçage de la perceuse 2H125
Tête de perçage est une pièce moulée en caisson, dans laquelle sont montées toutes les unités d'assemblage principales de la machine : une boîte de vitesses, une boîte de vitesses, une broche, un mécanisme d'avance, un contrepoids de broche et un mécanisme de commutation des vitesses et des avances.
Mécanisme d'alimentationcomposé d'une vis sans fin, d'un arbre horizontal avec une crémaillère et d'un pignon, d'un cadran, d'une roue libre à came et à cliquet, d'un volant, fait partie intégrante de la tête de forage.
Le mécanisme d'alimentation est entraîné par la boîte d'alimentation et est conçu pour effectuer les opérations suivantes :
- approche manuelle de l'outil à la pièce;
- mise en marche de l'alimentation de travail ;
- avance d'alimentation manuelle;
- désactiver l'alimentation de travail ;
- rétraction manuelle de la broche vers le haut ;
- alimentation manuelle utilisée lors de l'enfilage.
Le principe de fonctionnement du mécanisme d'avance est le suivant : lorsque le volant 14 (Fig. 10) tourne, l'embrayage à came 8 tourne vers lui-même, ce qui fait tourner l'arbre de pignon 3 de la crémaillère à travers la cage-demi-embrayage 7 , et la broche est alimentée manuellement. Lorsque l'outil s'approche de la pièce, un couple apparaît sur l'arbre de pignon 3, qui ne peut être transmis par les dents de la came d'embrayage 8, et la demi-cage d'embrayage 7 se déplace le long de l'arbre jusqu'aux extrémités des cames des pièces 7 et 8 s'affrontent. A ce moment, la came d'embrayage 8 tourne par rapport à l'arbre de pignon 3 d'un angle de 20°, qui est limité par la gorge de la pièce 8 et l'axe 10. Sur la cage - demi-embrayage 7, il y a un double -disque à cliquet 6 pans relié au demi-embrayage par des cliquets 13. Lors du déplacement de la cage-demi-embrayage 7 les dents du disque 6 s'engagent avec les dents du disque, rendues solidaires de la roue à vis sans fin 5. De ce fait, la rotation de la vis sans fin est transmise à la crémaillère et la broche est alimentée mécaniquement. Avec la poursuite de la rotation du volant 14 avec l'alimentation en marche, les cliquets 13, assis dans le demi-accouplement 7, glissent le long des dents du côté intérieur du disque 6 ; il y a une avance manuelle de l'avance mécanique.
Lors de l'activation manuelle de l'avance par le volant 14 (après l'avoir tourné vers lui-même d'un angle de 20°), la dent de l'embrayage 8 se trouve contre la cavité du demi-clip d'embrayage 7. En raison de la force axiale et d'un ressort 12, le demi-clip d'embrayage 7 est décalé vers la droite et débraye les disques dentés 5 et 6 ; butées mécaniques d'avance.
Le mécanisme d'avance permet une avance manuelle de la broche. Pour cela, désactivez l'avance mécanique avec le volant 14 et éloignez de vous le capuchon 9 dans l'axe de l'arbre de transmission 3. Dans ce cas, l'axe II transmet le couple de l'embrayage à came 8 à l'arbre horizontal. Sur la paroi gauche de la tête de perçage, une branche 4 est montée pour la lecture visuelle de la profondeur après usinage et réglage des cames.
Pour le déplacement manuel de la tête de forage le long des guides de la colonne, il existe un mécanisme composé d'une paire de vis sans fin 2 et d'une paire de crémaillère et pignon I. Pour protéger le mécanisme d'alimentation de la rupture, il existe un embrayage de sécurité 15. Écrou 16 et la vis 17 servent à régler le contrepoids du ressort.
Assemblage de la broche de la perceuse verticale 2H125
La broche 2 (Fig. 11) est montée sur deux. La force d'avance axiale est reprise par le palier de butée inférieur, et la force de défonçage de l'outil est reprise par le palier supérieur. Les roulements sont situés dans le manchon 3, qui se déplace le long de l'axe à l'aide d'une paire de crémaillère et pignon. Les roulements de broche sont réglés avec l'écrou 1.
Un dispositif spécial sur la tête de broche est utilisé pour assommer l'outil. Le défoncement se produit lorsque la broche est soulevée par le volant. Le support de l'appareil vient en butée contre le boîtier de la tête de perçage, et le levier 4, tournant autour de l'axe ; fait tomber l'outil.
Schéma électrique de la perceuse 2H125
Description du travail du circuit électrique de la machine
La mise sous tension du disjoncteur d'entrée B1 met sous tension les circuits principal et auxiliaire, le voyant de signalisation s'allume.Si le refroidissement et l'éclairage sont requis, les interrupteurs correspondants sont placés en position « ON ». En appuyant sur le bouton Kn2 "DROITE", la bobine de démarrage P1 est alimentée, les contacts principaux allument M1 à la rotation droite de la broche. Grâce aux contacts du bloc P1, le démarreur P5 est activé, ce qui active la pompe électrique M2 et le relais de temporisation P12.
Lorsque vous appuyez sur le bouton SC "GAUCHE", le démarreur P1, le moteur électrique M1, le relais P12 sont déconnectés après décharge du condensateur C3, les contacts du relais P12 (28-26) sont fermés et les démarreurs P2 et M1 sont activés pour une rotation à gauche. Le relais P12 se rallume.
Avec l'inversion automatique, ces commutations se produisent lorsque le microrupteur B4 est déclenché à partir de la came montée sur le cadran.
L'arrêt s'effectue en appuyant sur le bouton Kn1 « STOP », tandis que les démarreurs P1 ou P2, P5 sont désactivés, déconnectant M1, M2. Par les contacts du relais P12 (7-9), le relais P11 est allumé, suivi de l'allumage des démarreurs P3 et P4. Les enroulements du moteur électrique M1 sont connectés via les redresseurs D1, D2 au transformateur Tr2, un freinage dynamique a lieu. Après la décharge du condensateur C1, C2, le relais P11 s'éteint, déconnectant les démarreurs P3, P4 et M1 du circuit de freinage.
Lors de la commutation des vitesses, si les engrenages ne s'engagent pas, la rotation par pas du rotor du moteur électrique est utilisée. Une pression sur le bouton Kn4 "PROVOROT" allume le démarreur P4, une tension redressée réduite circule dans les phases 1C2-1CЗ. Le relais P11 s'allume avec un retard à travers la résistance P2, désactivant le démarreur P4 et activant P3 - la tension circule à travers les phases 1C1-1C2. De tels changements de vitesse assurent le pivotement du rotor et de la cinématique, ce qui facilite le changement de vitesse.
Les relais thermiques sont utilisés pour la protection contre les surcharges. Pour une protection zéro - bobines et contacts de démarreurs magnétiques.
Pages 1 2 3 Suivant
Vous devez vous connecter ou vous inscrire pour poster une réponse.
- Chevalier Jedi
- Où: Kostroma
- Inscription: 23-05-2011
- Des postes: 1,010
J'ai sorti une perceuse en métal ferreux. Je n'ai pas pris beaucoup de choses, je l'ai nettoyé, oint, connecté au réseau, tout fonctionne en principe, mais il y a une chose. Lorsque l'alimentation automatique est activée, la broche se déplace normalement dans l'air, dès qu'elle commence à pénétrer dans le métal, l'alimentation est désactivée. J'ai essayé différentes combinaisons de vitesses, le résultat est le même.
Lors du perçage d'un morceau de bois, il n'y a pas de tels problèmes
Il y a un flux de chaleur, mais il a été coupé pour l'instant. Je dis que le problème n'est pas dans l'électricité, il y a un moteur pour la rotation et pour la descente, il est maintenant connecté directement au 380v via une machine classique. La rotation ne s'arrête pas, seule la descente s'arrête.
Métal ferreux magique. 
Si ce n'est pas un secret, combien a coûté le salut ?
Je ne sais pas encore avec certitude, la personne désignée 25 r/kg, la machine n'a pas encore été pesée, mais sur Internet elle pèse environ 600 kg.
Et vraiment magique, maintenant vous ne pouvez plus rien acheter de valable pour ce genre d'argent. Quelque chose de similaire coûtera beaucoup plus cher.
Avant cela, j'ai acheté un tour entièrement fonctionnel pour 15 tr. y compris le transport. son poids est de 1,3 tonne)
Avant cela, j'ai acheté un tour entièrement fonctionnel pour 15 tr. y compris le transport. son poids est de 1,3 tonne)
Chance irréelle. C'est juste irréel.
Est-ce que cela apparaît souvent là-bas ?! Je voudrais surveiller la situation sur ces choses d'une manière ou d'une autre. Je ne sais même pas comment.
Vous installez tout cela dans votre garage-atelier ?
- PVS
- Maître Jedi

- Où: Sverdlovsk
- Inscription: 15-06-2011
- Des postes: 14,334
Vous devez donc faire une alimentation manuelle
- Chevalier Jedi
- Où: Kostroma
- Inscription: 23-05-2011
- Des postes: 1,010
Vous devez donc faire une alimentation manuelle
Avant cela, j'ai acheté un tour entièrement fonctionnel pour 15 tr. y compris le transport. son poids est de 1,3 tonne)
Chance irréelle. C'est juste irréel.
Est-ce que cela apparaît souvent là-bas ?! Je voudrais surveiller la situation sur ces choses d'une manière ou d'une autre. Je ne sais même pas comment.
Vous installez tout cela dans votre garage-atelier ?
Ce sont des choses d'endroits différents. Juste une coïncidence.
Non, j'ai un atelier de ferronnerie. Je loue une chambre.
précédemment loué une salle avec un certain nombre de machines.Je voulais racheter quelque chose, ils ne l'ont pas donné, maintenant tout traîne dans la rue, mais ils ne rendent toujours rien.
ne donne toujours rien
Tout l'intérêt d'un manager inepte. Putain un tel outil. Ils ne savent que louer et faire sortir des babos. Et l'esprit pour maîtriser le matériel disponible ne suffit pas.
Je regarde YouTube, à Ufa la même merde, une ancienne usine avec des stands de machines, qui valent vraiment la peine. Vous pouvez racheter au prix du métal. Seule la livraison sera chère, je suppose. Si besoin, je contacterai la personne qui y travaille / crée / supprime des blogs.
Il n'y a pas que des tours, il y en a des très spécialisés, comme une presse pour des tonnes féroces et tout ça. Je ne me souviens pas exactement. Un énorme tas de ceintures entassées dans une pièce séparée.
Je ne sais certainement pas, mais pourquoi avez-vous besoin de cette alimentation ? Je n'ai jamais utilisé mon alimentation. Il a un éternel problème, c'est la graisse. Si votre graisse ne coule pas et quelques : broche - plume sans jeu, bonne chance.
Pages 1 2 3 Suivant
Vous devez vous connecter ou vous inscrire pour poster une réponse.
Message #1 Alex72 »02 janv. 2018, 12:43
Message #2 LIGNE »02 janv. 2018, 12:48
Message #3 Salnik1970 »02 janv. 2018, 13:20
Message # 4 vanek-in1 »02 janv. 2018, 17:12
Message # 5 Opérateur »02 janv. 2018, 18:16
Message # 6 Salnik1970 »02 janv. 2018, 21:09
Message #7 Alex72 »03 janv. 2018, 13:01
Merci ! Dire. Quel côté est le meilleur côté pour ouvrir le capot latéral ? Quoi de mieux pour s'approcher de ce printemps
Envoyé après 2 minutes 31 secondes :
Message #8 Salnik1970 »03 janv. 2018, 13:41
Message # 9 vanek-in1 »03 janv. 2018, 13:42
Message # 10 Alex72 »06 janv. 2018, 01:56
Je l'ai ouvert aujourd'hui du côté du membre. J'ai sorti la bride. Attaché à celui-ci avec deux boulons. Une sorte de mécanisme à ressort. avec un joug. Le planétaire est resté sur la bride. Il comprend un petit équipement. Qui est sur l'arbre du volant lui-même. Levez la plume manuellement. Prise en charge. et tout ramassé. La plume ne tombe pas. Amende. Mais elle ne revient pas non plus au sommet.
Je suis en train de lire. ce qu'il y a dans le trottoir. ... Pour autant que je comprends. Il y a une chaîne avec un poids pour remonter la plume.
Et une autre question : Demander l'appareil de la casquette sur la roue 125k. Je suis perdu.
Est-il difficile de le faire vous-même ?
Envoyé après 2 minutes 53 secondes :
Un petit fond. J'ai travaillé quelque temps dans un atelier de réparation de pompes à carburant haute pression (pompes à carburant haute pression), et il y avait une perceuse abandonnée au deuxième étage, c'est-à-dire une perceuse. Le propriétaire l'a emmenée en enfer, lui achetant, à son avis, "un remplaçant adéquat". A ma question, qu'est-ce qu'elle a, il m'a répondu que la plume frappe et qu'il ne lui est plus possible de percer.
En me promenant autour de la machine, je me suis rendu compte que le propriétaire, heureusement pour moi, était plein
le mannequin était faux et le problème était les roulements. Mais je ne lui en ai pas parlé, je lui ai simplement proposé de lui acheter ce "truc" au prix de la ferraille, ce à quoi il a d'ailleurs rapidement accepté. Ainsi, je suis devenu l'heureux propriétaire d'une perceuse à la fin des années 60, pesant ainsi moins de 150 kilogrammes, sa colonne est coulée, monobloc, cône Morse n°2 en plumes et un moteur kilowatt. Bref, une toute petite machine industrielle.
J'ai rapidement téléphoné à un ami avec un semi-camion et nous, jusqu'à ce que personne ne change d'avis, l'avons démonté en morceaux plus digestes, l'avons chargé dans une voiture et l'avons amené chez moi sur le balcon de mon atelier.

De plus, un démontage plus détaillé de la machine s'est déroulé, expulsant les roulements tués à la poubelle :

Cela a été suivi par : rincer tout de la vieille graisse, nettoyer de la vieille peinture, remplacer les roulements par des roulements neufs fermés (bouchés avec de la graisse du fabricant).



"Chapeau propre" - protège-ceinture :

Assemblage de plume déjà avec de nouveaux roulements :

En parallèle, le masticage et la peinture de la machine ont été réalisés :



Les dernières pièces ont été lavées, des thermorétractables ont été mis sur les poignées pour un aspect plus esthétique, de la graisse (graisse) a été achetée et tout est prêt pour l'assemblage final :



Lentement tout se met en place :

Dans la foulée, il a été décidé de ne pas cuire à la vapeur avec l'ancien moteur triphasé, je n'ai toujours pas de triphasé à la maison, donc un nouveau moteur par kilowatt de puissance a été obtenu et un adaptateur a été usiné. La poulie est hissée à sa juste place sur le nouveau moteur :

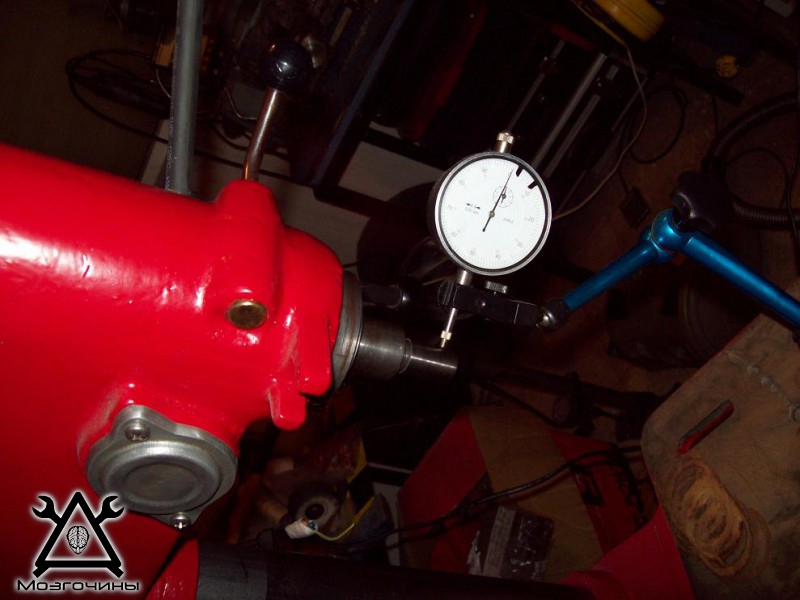
En me souvenant qu'il serait bien de vérifier les résultats de la réparation de la plume, plus précisément du remplacement des roulements, et de regarder les battements résultants, j'ai essayé de le faire. Et - oh, un miracle ! - malgré le fait que lors du choix des roulements, je n'ai pas poursuivi la classe de précision, le résultat a dépassé toutes les attentes, le faux-rond radial est de 0,01 :
Enfin, quelques dernières petites choses - et les machines sont déjà en place :


Et à la toute fin - un peu de curiosité. L'engin est sorti juste brillant, précis, puissant, mais un problème : IL TOURNE DANS L'AUTRE CHEMIN, c'est à dire vers la gauche
La morale de l'histoire est, ne buvez pas beaucoup de bière lorsque vous restaurez du matériel. Je l'ai démarré cent fois, je l'ai tordu, tordu, et JAMAIS remarqué qu'il tournait dans le sens inverse (probablement parce qu'il n'y avait pas de cartouche, et qu'il n'était pas visible sur l'axe rond). Mais ce n'est pas grave. Après avoir sonné le moteur, je me suis rendu compte qu'il ne serait pas possible de l'inverser facilement, et, crachant dessus, j'ai acheté un jeu de perceuses "gauche", je l'utilise depuis plusieurs années maintenant et je suis heureux comme un éléphant

- Médaillon DIY steampunk - 16/12/2016
- Briquet steampunk - 12/08/2016
- Une autre clé USB Steampunk - 28/07/2016
- Clé USB Steampunk - 12.07.2016
- Trottinette électrique inclinable - 18/06/2016
- Tableau de bord pour scooter électrique - 04.06.2016
- Mini kubotan, ouvre-porte, porte-clés - 12/05/2016
- Mini marteau - 30/04/2016
- Clé USB en forme de bougie - 25/04/2016
- Pendentifs pour motards - vidéo - 18/04/2016
- Attache électrique pour fauteuil roulant - 09/07/2014
- Phares LED pour vélos électriques - 25/06/2014
- Lampe style post-noyau - 24.06.2014
- Phares à LED pour vélos électriques - 22/06/2014
- Machine à border le marbre - 21/06/2014
Tu ne peux pas changer le sens de rotation ? Pour autant que je sache, ce n'est que lors de la connexion des enroulements avec un "delta" avec des fils soudés qu'il est problématique de changer le sens de rotation. Dans tous les autres cas, vous le pouvez.
Classer. Y aura-t-il d'autres articles avec restauration ?
Si je trouve des photos, il y en aura une autre sur un petit tour :)
Vu les photos, non, c'est un cauchemar complet, rien n'est visible, il y aura d'autres projets
Tous les appareils monophasés ne sont pas facilement réversibles, dans le mien, sans un démontage complet pour accéder aux enroulements, j'ai simplement décidé de ne pas passer à la vapeur.
La machine fonctionne maintenant depuis 4 ans et il n'y a rien à redire, les perceuses à gauche sont généralement utilisées sur les machines CNC et donc d'une qualité bien supérieure, car elles sont conçues pour une charge intense.
Bien sûr, un atelier est possible, mais en plus il y a des dizaines d'articles
Vous avez juste besoin de réfléchir à la section dans laquelle le mettre.
Voyons voir, je pense que c'est mieux comme sujet séparé, dans la boîte à outils, par exemple.
Super. Article suivant publiez votre atelier. Tout le monde a déjà apprécié et aimerait voir votre lieu de travail. Je pense que ce sera valable.
Votre navigateur ne prend pas en charge Canvas.





Les perceuses verticales universelles 2H125, 2H135, 2H150 sont utilisées dans les entreprises de production unique et à petite échelle de produits et sont conçues pour effectuer les opérations suivantes: perçage, alésage, fraisage, fraisage, alésage et fraisage avec des couteaux.
La présence d'une alimentation de broche mécanique sur les machines-outils, avec contrôle manuel des cycles de travail, permet de traiter des pièces dans une large gamme de tailles à partir de divers matériaux à l'aide d'outils en aciers à haute teneur en carbone et rapides et en alliages durs.
Les machines sont équipées d'un dispositif d'inversion du moteur électrique du mouvement principal, ce qui permet de les enfiler avec des tarauds machine à avance manuelle de broche.
Catégorie de placement 4 conformément à GOST 15150-69.
Schéma cinématique
Le schéma cinématique des machines 2H125, 2H135 est illustré à la Fig. 5.
En raison de la simplicité des schémas cinématiques, leur description n'est pas donnée.
Noter.La chaîne de mouvement de la table est la même pour les trois machines.
La chaîne d'alimentation est la même pour les machines 2125 et 2H135.
Colonne, table, assiette
La colonne de la machine est en fonte. La tête de forage et la table sont déplacées manuellement le long des guides de colonne en queue d'aronde. La table de la machine a trois rainures en T. Une pompe électrique est installée sur la dalle de fondation et à l'intérieur de la dalle se trouve un réservoir avec un puisard pour le liquide de refroidissement.
Boîte de vitesses et entraînement
La boîte de vitesses informe la broche de 12 vitesses de rotation différentes à l'aide de blocs mobiles 5 (Fig. 7), 7, 8. Les supports d'arbre de la boîte sont situés dans deux plaques - supérieure 1 et inférieure 4, fixées ensemble par quatre tirants 6. La boîte de vitesses est entraînée en rotation verticalement par un moteur électrique par l'intermédiaire d'un accouplement élastique Yu et d'un train d'engrenages 9. Le dernier arbre 2 de la boîte - le manchon - présente un trou cannelé par lequel la rotation est transmise à la broche. Grâce à la paire d'engrenages 3, la rotation est transmise à la boîte d'alimentation. La boîte d'engrenages, comme toutes les unités d'assemblage de la tête de forage, est lubrifiée à partir d'une pompe à piston montée sur la plaque inférieure 4. Le fonctionnement de la pompe est contrôlé par un indicateur d'huile spécial sur l'avant de la plaque du sous-moteur.
Mécanisme de commutation des vitesses et des avances
La commutation des vitesses est effectuée par le bouton 2 (Fig. 8), qui a quatre positions autour de la circonférence et trois le long de l'axe "la commutation d'alimentation est effectuée par le bouton 3, qui a trois positions autour de la circonférence pour les modèles de machine 2H125, 2H135 et quatre pour 2H150, et trois positions le long de l'axe. Les poignées sont situées à l'avant de la tête de forage. Le comptage des vitesses et avances incluses est effectué selon les tableaux 1 et 4.
Boîte de vitesses
Le mécanisme est monté dans un boîtier séparé et est installé dans la tête de forage. En raison du mouvement de deux blocs triples, neuf avances différentes sont effectuées sur les machines 2H125, 2H135 et douze avances sur la machine 2H150. Sur les machines 2H125 et 2H135, les boîtes d'alimentation ne diffèrent que par l'entraînement, qui sur la machine 2H125 se compose des engrenages I (Fig. 9), sur les machines 2H125, 2H135 - des engrenages 2, 3 - respectivement. La boîte d'alimentation est montée dans l'alésage du support supérieur de la vis sans fin du mécanisme d'alimentation. Sur le dernier arbre de la boîte, il y a un embrayage 4, qui transfère la rotation à la vis sans fin.
Tête de perçage
La tête de perçage est une pièce moulée en fonte à section carrée, dans laquelle sont montées toutes les unités d'assemblage principales de la machine : boîte de vitesses, boîte de vitesses, broche, mécanisme d'alimentation, contrepoids de broche et mécanisme de changement de vitesse et d'alimentation.
Le mécanisme d'avance, composé d'une vis sans fin, d'un arbre horizontal avec crémaillère et pignon, d'un cadran, d'une roue libre à came et à cliquet, d'un volant, fait partie intégrante de la tête de forage.
Le mécanisme d'alimentation est entraîné par la boîte d'alimentation et est conçu pour effectuer les opérations suivantes :
approche manuelle de l'outil à la pièce; mise en marche de l'alimentation de travail ;
avance d'alimentation manuelle;
désactiver l'alimentation de travail ;
rétraction manuelle de la broche vers le haut ;
alimentation manuelle utilisée lors de l'enfilage.
Le principe de fonctionnement du mécanisme d'avance est le suivant : lorsque le volant 14 (Fig. 10) tourne, l'embrayage à came 8 tourne vers lui-même, ce qui, par l'intermédiaire de la cage-semi-embrayage 7, fait tourner l'arbre de pignon 3 de la crémaillère et pignon, la broche est alimentée manuellement. Lorsque l'outil s'approche de la pièce, un couple apparaît sur l'arbre de pignon 3, qui ne peut être transmis par les dents de la came d'embrayage 8, dans la demi-cage d'embrayage 7 se déplace le long de l'arbre jusqu'aux extrémités des cames des pièces 7 et 8 s'affrontent. A ce moment, la came d'embrayage 8 tourne par rapport à l'arbre de transmission 3 d'un angle de 20°, qui est limité par la rainure de la pièce 8 et l'axe 10. Sur la cage - demi-embrayage 7, il y a un double -disque à cliquet 6 pans relié au demi-embrayage par cliquets 13. Lors du déplacement de la cage-demi-embrayage 7 les dents du disque 6 s'engagent avec les dents du disque 6, réalisées d'un seul tenant avec la roue à vis sans fin 5.En conséquence, la rotation de la vis sans fin est transmise à la crémaillère et la broche est alimentée mécaniquement. Avec la poursuite de la rotation du volant 14 avec l'alimentation en marche, les crabots 13, assis dans la cage-semi-embrayage 7, glissent le long des dents du côté intérieur du disque 6 ; il y a une avance manuelle de l'avance mécanique.
Le mécanisme d'avance permet une avance manuelle de la broche. Pour cela, désactivez l'avance mécanique avec le volant 14 et éloignez de vous le capuchon 9 dans l'axe de l'arbre de transmission 3. Dans ce cas, la goupille 11 transmet le couple de l'embrayage à came 8 à l'arbre horizontal. Sur la paroi gauche de la tête de perçage, un cadran 4 est monté pour la lecture visuelle de la profondeur de travail et le réglage des cames.
Il y a un mécanisme pour le déplacement manuel de la tête de perçage le long des guides de colonne, qui se compose d'une paire de vis sans fin 2 et d'une paire de crémaillère et pignon 1. Pour protéger le mécanisme d'alimentation contre la rupture, il y a un embrayage de sécurité 15. Écrou 16 et vis 17 servent à régler le contrepoids à ressort.
La broche (fig. 11) est montée sur deux roulements à billes. La force d'avance axiale est reprise par le palier de butée inférieur, et la force de défonçage de l'outil est reprise par le palier supérieur. Les roulements sont situés dans le manchon 3, qui se déplace le long de l'axe à l'aide d'une paire de crémaillère et pignon. les roulements de broche sont ajustés avec l'écrou 1
Un dispositif spécial sur la tête de broche est utilisé pour assommer l'outil. Le défoncement se produit lorsque la broche est soulevée par le volant. Le support de l'appareil vient en butée contre le corps de la tête de perçage, et le levier 4, tournant autour de l'axe, fait tomber l'outil.
Schéma électrique
En allumant le disjoncteur d'entrée Q1, la tension est appliquée aux circuits principal et auxiliaire, le voyant de signalisation H2 sur le panneau de commande s'allume. Si le refroidissement et l'éclairage sont requis, les interrupteurs correspondants sont placés en position ON.
En appuyant sur le bouton S2 DROIT, la bobine de démarrage K1 est alimentée, les contacts principaux allument le moteur électrique M1 pour la rotation de la broche droite. Grâce aux contacts auxiliaires K1, le démarreur K2 est activé, ce qui active le moteur électrique M2 et le relais de temporisation K7.
Une pression sur le bouton S3 GAUCHE éteint le démarreur K1, le moteur électrique M1, le relais K7. Après la décharge du condensateur SZ, les contacts du relais K7 (28-26) sont fermés et le démarreur de court-circuit est activé dans le moteur électrique M1 pour la rotation gauche de la broche. Le relais K7 se rallume.
Avec l'inversion automatique, ces commutations se produisent lorsque le micro-interrupteur S6 est déclenché à partir de la came montée sur le cadran.
Arrêtez en appuyant sur le bouton S1 STOP. Dans ce cas, les démarreurs K1 ou KZ, K2 sont désactivés, éteignant les moteurs électriques M1, M2. Par les contacts du relais K7 (7-9), le relais K6 est allumé, suivi de l'allumage des démarreurs K4 et K5. Les enroulements du moteur M1 sont connectés à travers le redresseur V1, V2 au transformateur T1. Un freinage électrodynamique de la broche se produit.
Après la décharge des condensateurs C1, C2, le relais K6 se désactive, déconnectant les démarreurs K4, K5.
Lors du changement de vitesse, si les vitesses ne sont pas engagées, le mouvement rotorique du moteur M1 est appliqué. Une pression sur le bouton S4 ROCKING MOTION active le démarreur K4, fournissant une tension redressée réduite aux phases IC2-IC3.
Grâce à la résistance R2, le relais K6 est activé avec un retard, désactivant le démarreur K4 et allumant le démarreur K5. Dans ce cas, la sous-tension traverse les phases de ICI-IC2. De tels changements de vitesse fournissent un basculement du rotor, ce qui facilite le changement de vitesse.
La perceuse verticale 2n125 est conçue pour percer, aléser, fraiser, aléser les trous de pièces en une seule et à petite échelle. Classe de précision de la machine - N (normale).
La conception de la perceuse est assez rigide et durable, ce qui élimine la possibilité de vibrations pendant le traitement. Il est possible de traiter des pièces en divers matériaux (acier, fonte, matériaux non ferreux), des outils à grande vitesse (P6M5, P18) ou en alliage dur (TK, VK).
Dispositif de perceuse :
- Promenade principale;
- Boîte de vitesse de la machine ;
- Pompe à piston;
- Pompe à piston;
- Boîte d'alimentation de la machine ;
- Colonne, table, assiette ;
- Mécanisme de contrôle des vitesses de rotation et des avances ;
- Toilettes;
- Équipement électrique de la machine;
- Broche;
- Système de refroidissement de la machine ;
- Tête de perçage de la machine.
3. Interrupteur de refroidissement allumé ;
4.19. Boulons de réglage du coin de table et de la tête de perçage ;
5. Poignée pour déplacer la table et la tête ;
6.18 Vis de serrage de la table et de la tête ;
10. Bouton de signalisation LA MACHINE EST EN MARCHE ;
11. Bouton pour activer la rotation de la broche à droite ;
12. Bouton pour activer la rotation de la broche gauche;
13. Bouton pour activer le mouvement de bascule de la broche lors de la commutation des vitesses de rotation et d'avance S ;
14. Bouton de changement de vitesse ;
21. Poignée pour changer d'alimentation ;
22. Bouton d'inclusion de l'alimentation manuelle ;
23. Volant du mécanisme d'alimentation ;
24. Membre pour lire la profondeur du traitement ;
27. Interrupteur de la pompe de refroidissement ;
28. Came pour ajuster la profondeur de traitement;
29. Came de réglage de la valeur de la profondeur du fil coupé ;
30. Levier pour l'inversion automatique de l'entraînement principal lorsque la valeur spécifiée de la profondeur du fil coupé est atteinte ;
31. Levier pour arrêter l'avance lorsque la valeur spécifiée de la profondeur du trou est atteinte;
32. Carré pour mouvement manuel de la tête.
Grâce aux mobiles 5, 7, 8, la boîte de vitesses reçoit et transmet à la broche 12 vitesses de rotation différentes. Les supports d'arbre (roulements) de la boîte de vitesses sont placés dans deux plaques 1 et 4, qui sont fixées ensemble par quatre tirants 6. La boîte de vitesses tourne à partir d'un moteur électrique situé verticalement via un embrayage de surcharge élastique 10 et un engrenage droit 9.
L'arbre 2 - manchon - est réalisé avec un trou cannelé, à l'aide duquel la rotation est transmise à la broche. Grâce à la paire d'engrenages 3, le couple est transmis à la boîte de vitesses.
La boîte d'alimentation est montée dans un boîtier en fonte séparé et est montée dans la tête de forage. Le mouvement est effectué à l'aide de deux trains d'engrenages triples et reçoit neuf alimentations différentes.
| Vidéo (cliquez pour lire). |
Le mécanisme d'alimentation est connecté à la boîte d'alimentation et est conçu pour effectuer diverses opérations, à savoir :
- approche manuelle de l'outil de coupe à la pièce;
- mise en marche de l'avance de travail de l'outil ;
- mouvement d'alimentation manuel;
- désactiver l'alimentation de travail de l'outil ;
- rétraction manuelle de la broche tête haute ;
- alimentation manuelle S, utilisée lors de la coupe de divers fils.













