
En détail : bricolage de réparation de bateaux en aluminium par un vrai maître pour le site my.housecope.com.
Région de Vyksa Nijni Novgorod
Réparation de boîtier en duralumin.
Les traces de corrosion sont éliminées avec des brosses à cheveux durs, et, si nécessaire, avec une toile émeri avec m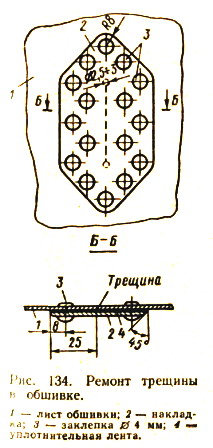
aslom. Les zones nettoyées sont essuyées avec de l'essence B-70 et après 15 minutes d'exposition - avec un chiffon imbibé d'acétone. Ensuite, le métal pur est apprêté deux fois et peint.
Les rivets défectueux doivent être percés (pas ciselés au burin). Pour ce faire, vous devez d'abord visser le centre sur la tête d'hypothèque, puis percer un trou avec une perceuse (avec un mètre inférieur égal au diamètre de la tige de rivet) à une profondeur égale à la hauteur de la tête d'hypothèque ; après cela, la tête se casse facilement et le reste du rivet est renversé avec une barbe.
Les rayures sur les feuilles d'une profondeur maximale de 0,2 mm, ainsi que les plus petites entailles (sans fissures), suffisent à nettoyer avec du papier émeri et à restaurer le revêtement protecteur de peinture et de vernis.
Les bosses profondes sont redressées après avoir chauffé la partie endommagée de la peau et les équerres la renforçant à une température de 600-700 ° C. Un chalumeau ou une torche à gaz est utilisé pour le chauffage. Après refroidissement à l'air, le métal devient ductile, et la pièce déformée peut être redressée sans craindre de se fissurer. Les parties critiques de la coque, telles que les tôles inférieures, les cadres et les nervures inférieures, devront être à nouveau chauffées puis refroidies à l'eau après le redressement.
Lorsqu'une fissure est découverte, sa propagation est limitée par le perçage aux extrémités de trous de 2,5 à 3 mm de diamètre. Puis
(de l'intérieur du boîtier) un revêtement du même métal que la pièce à réparer est placé. Le revêtement doit couvrir la fissure de tous les côtés sur 20-25 mm. Avant de riveter sous le plot, il est nécessaire de poser un ruban d'étanchéité (fig. 134). 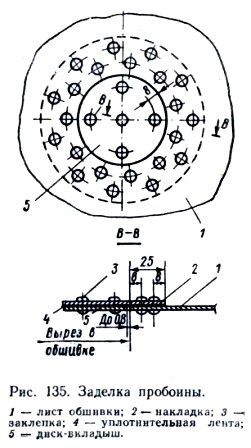
| Vidéo (cliquez pour lire). |
Les petits trous (jusqu'à 70 mm) dans la peau sont scellés avec des doublures de l'intérieur du corps et des inserts (fig. 135)... Le diamètre de la doublure doit être supérieur de 50 à 60 mm au diamètre de la découpe pour assurer le chevauchement nécessaire au rivetage avec une couture décalée à double rangée avec un pas de rivet de 15 à 20 mm sur tout le périmètre. Un insert-liner rond est placé dans la découpe au ras du boîtier de sorte que l'écart entre le liner et le bord de la découpe ne dépasse pas 1 mm. L'insert est riveté avec une couture à une rangée avec un pas de 20 mm.
Les trous plus grands sont scellés de la même manière, mais la doublure de l'intérieur du boîtier n'est pas solide, mais annulaire - avec un diamètre intérieur de 50 à 60 mm inférieur au diamètre de l'insert.
En cas d'endommagement important de la carcasse, il est nécessaire de remplacer la tôle entière ou en grande partie. Lors du remplacement d'une partie de la feuille, il est préférable de placer des joints supplémentaires sur les cadres. Faites en sorte que la taille du chevauchement et de tous les autres éléments de jonction soit la même que pour la couture la plus proche (voir aussi l'astuce 148).
En cas d'endommagement de pièces d'un ensemble transversal ou longitudinal (par fissures, cassures), des carrés en double sont superposés sur les zones à réparer. Lors du remplacement d'une partie d'une pièce (par exemple, un limon), un insert est installé, qui s'adapte le plus étroitement possible aux deux extrémités des parties restantes des pièces (l'écart ne doit pas dépasser 0,2 mm) et y est connecté en utilisant des superpositions de fesses courtes (fig. 136).
Après réparation de la carcasse, vérifier l'étanchéité des coutures rivetées au kérosène.
Voici quelques informations générales sur le rivetage à froid manuel.
Il existe des méthodes de rivetage direct et inversé ; aux premiers coups de marteau sont appliqués du côté de la tête de fermeture, c'est-à-dire la tête rivetée, au second - du côté de la tête d'hypothèque.La méthode inverse est utilisée lorsque, par exemple, il n'est pas pratique de frapper de l'intérieur du corps (en règle générale, les rivets sont insérés de l'extérieur).
Lors du rivetage, de tels outils sont utilisés (fig. 137):
mandrin 1 - une tige en acier affûtée sur un cône, avec ses trous d'aide sont alignés lors de l'assemblage des pièces;
Support 2 - une tige massive en acier ou en fonte qui sert à presser la tête d'insert dans le processus de rivetage direct ;
enveloppe 3- une tige en acier avec un trou (au centre), dont le diamètre est supérieur de 0,5 à 1,0 mm au diamètre du rivet; utilisé pour sceller les pièces à assembler autour de la tige du rivet 4;
sertissage 5 - tige en acier avec un trou en forme de tête de fermeture; en frappant le sertissage avec un frein à main, rivetez l'extrémité saillante de la tige de rivet.
Il est préférable d'utiliser des rivets en alliages AMg-5 ou AMts lors de la réparation des boîtiers en alliage aluminium-magnésium et des rivets en alliage B65 pour les boîtiers en duralumin.
Le rivetage de l'ensemble à la peau est généralement effectué avec une couture de chaîne à un seul rang; joints de revêtement étanches - coutures étanches à deux et trois rangées décalées.
Les pièces peuvent être assemblées étroitement ou bout à bout sur des bandes de revêtement unilatérales ou doubles.
Diamètre du rivet ré peut être pris égal à deux fois l'épaisseur du matériau à partir duquel les pièces à assembler sont faites. Lors du rivetage de pièces d'épaisseur différente, la plus petite est prise en compte; si la différence d'épaisseur est importante (2 mm ou plus), le diamètre du rivet est déterminé par la formule d = 2 (racine de S), où S est l'épaisseur totale des tôles. Ce dernier ne doit pas dépasser 4 j.
La longueur de la tige du rivet doit être égale à l'épaisseur totale des tôles rivetées, additionnée de la valeur R, nécessaire à la formation de la tête de fermeture; pour tête semi-circulaire P = 1,5 d, conique - 1,3 d, semi-secret - 1,1 d, fraisé - 0,9 d.
Distance AVEC entre les rangées de rivets, qui détermine la résistance et l'étanchéité de la connexion, est supposée égale, selon le type de connexion, de 2 à 5 d (par exemple, pour les joints de feuilles de revêtement, la distance entre les rangées doit être -3 d).
Étape t, c'est-à-dire la distance entre les centres des rivets adjacents de la même rangée, pour les coutures serrées, prendre de 3 à 5 d (et pour les autres joints - de 8 à 10 d. La distance entre le centre du rivet et le bord de la feuille , profil ou bandeau est pris égal à 1, huit-2 ré.
Les trous des rivets sont soigneusement percés avec une perceuse à main ou électrique. Diamètre du trou d otv doit être légèrement plus grand que le diamètre des rivets :
Les douilles pour les têtes encastrées des rivets fraisés et semi-fraisés sont fraisées à un angle de 90 °. La profondeur des douilles pour la tête d'insert fraisée avec la méthode de rivetage inversé doit être inférieure de 0,1 mm à la hauteur de la tête de rivet, et avec la méthode de rivetage direct, elle doit être égale à la hauteur de la tête.
Avant le rivetage, les pièces sont assemblées sur des boulons de montage (assemblage) installés tous les 10 à 12 trous. Le rivetage s'effectue du milieu de la couture jusqu'aux bords ; à la fin, les boulons d'assemblage sont retirés et remplacés par des rivets.
Le processus de rivetage direct est effectué comme suit : un support est installé sous la tête du rivet inséré dans le trou, un boîtier est mis sur la tige du rivet, puis la connexion est scellée avec plusieurs coups de marteau, après quoi la tête de fermeture est formé en frappant la tige de rivet dépassant de la connexion avec un marteau. Si nécessaire, la tête de fermeture est formée par sertissage.
Un bateau en aluminium, comme tout autre, nécessite une inspection minutieuse et, si nécessaire, une réparation.
Il n'est pas toujours possible de confier les réparations à un spécialiste, souvent les bateaux sont réparés de leurs propres mains.
Après avoir soigneusement examiné le bateau en aluminium, vous devriez comprendre quel type de réparation est nécessaire.
L'inspection commence par le fond du bateau, pour cela il est retourné. Recherchez des fissures, des taches de rouille, des rivets perdus ou desserrés.
Le tableau arrière du bateau subit la plus grande charge pendant le fonctionnement et une attention particulière lui est accordée. 
Bien sûr, diverses pannes sont possibles, mais dans l'article je ne considère que celles qui ne sont inhérentes qu'aux bateaux en aluminium et ses alliages.
L'un des dommages les plus courants sur un bateau en aluminium est la corrosion. Souvent, des fissures sont cachées sous les taches corrosives. Si vous ne vous battez pas avec, un trou se formera au fond.
Pour déterminer la profondeur des dommages, il est préférable de nettoyer le fond du bateau avec une meuleuse. Peler au métal. 
Après un nettoyage grossier, poncez-le avec du papier de verre et, si nécessaire, enlevez l'ancienne peinture avec un dissolvant spécial. Puis dégraisser, apprêter et peindre.
Lors de l'inspection du bateau, le marteau aidera à déterminer la fiabilité des rivets. Il faudra frapper sur chaque rivet, s'il vibre et vacille, il devra alors être remplacé.
Si les trous sont développés, un rivet de plus grand diamètre doit être placé à cet endroit.
Les rivets les plus courants tombent en panne, qui sont situés plus près du moteur, ils sont les plus sensibles aux vibrations. 
La prochaine étape sera de colmater les fissures. Les fissures sur un bateau se forment le plus souvent lors d'une collision, par exemple en cas de chute accidentelle sur un bois flotté. Les fissures peuvent être impressionnantes et très petites.
Les plus petites fissures peuvent être réparées avec une soudure en alliage étain-plomb dopé zinc.
Lorsque l'on travaille avec de l'aluminium et des alliages, le problème se pose avec l'étamage, le film d'oxyde interfère. Il existe plusieurs façons de souder l'aluminium, par exemple, vous pouvez utiliser une huile alcaline anhydre, par exemple de l'huile pour pistolet. Avant de souder, nettoyer les surfaces, humidifier avec de l'huile, puis retirer le film avec un fer à souder et souder. Ils utilisent également un flux en l'appliquant sur la soudure.
La seule façon de réparer les trous et les grandes fissures dans votre bateau en aluminium est d'utiliser des correctifs.
Les patchs peuvent être rivetés ou soudés.
Le soudage, en général, est mieux utilisé dans des cas exceptionnels lorsqu'il est impossible pour une raison quelconque de riveter.
Tous les alliages d'aluminium ne résistent pas au soudage, souvent la coque du bateau se brise à côté de la soudure. Sachant cela, les soudeurs expérimentés sont généralement réticents à accepter le travail.
Mais encore, le soudage est utilisé pour les réparations. Par conséquent, si vous cuisinez, vous devez le faire des deux côtés et uniquement des feuilles minces. 
Si vous n'êtes pas un soudeur professionnel, vous devrez transporter le bateau jusqu'à un atelier. Les bateaux en aluminium sont soudés à l'argon.
Le patch est placé à l'intérieur du bateau. Pour qu'il soit durable, toutes les règles de rivetage doivent être respectées.
La taille du patch doit correspondre à la taille de la fissure.
Le matériau à partir duquel vous faites le patch doit être exactement le même que sur votre bateau. 
Si l'aluminium est combiné avec un autre métal, alors une paire galvanique est créée. Cela signifie qu'une corrosion galvanique se produira à la jonction, ce qui détruira rapidement l'aluminium ou son alliage.
Pour la même raison, il est déconseillé d'utiliser une brosse métallique pour nettoyer le boîtier.
Il est nécessaire de respecter la séquence suivante lors de l'installation d'un patch à l'aide d'un rivet :
Certaines personnes essaient de sceller les petites fissures avec de la soudure à froid ou du tissu de verre, c'est une perte de temps. De telles réparations ne sont pas pratiques, tout cela tombera rapidement pendant le fonctionnement.
Après les réparations, le bateau doit être peint avec une peinture spéciale.
Présage folklorique : les pêcheurs jeunes et inexpérimentés ont la plus grosse prise !
Annonciation
Dernière autorisation :
23.07.2018 12:50:18
Barnaoul
Dernière autorisation :
27.01.2015 16:20:46
Barnaoul
Dernière autorisation :
03.06.2018 20:25:41
J'ai vu plusieurs fois comment ils collent des trous sur Kazanki, etc.
juste un chiffon imbibé d'époxy - et paf au bon endroit.
dure - pendant des décennies, choisissez-le - vous ne le choisissez pas))))
Barnaoul,
Dernière autorisation :
30.12.2014 17:51:03
J'ai vu plusieurs fois comment ils collent des trous sur Kazanki, etc.
juste un chiffon imbibé d'époxy - et paf au bon endroit.
dure - pendant des décennies, choisissez-le - vous ne le choisissez pas))))
Roubtsovsk
Dernière autorisation :
06.10.2017 01:04:15
Annonciation
Dernière autorisation :
23.07.2018 12:50:18
Roubtsovsk
Dernière autorisation :
07.01.2018 17:34:41
Barnaoul,
Dernière autorisation :
30.12.2014 17:51:03
Roubtsovsk
Dernière autorisation :
07.01.2018 17:34:41
Barnaoul
Dernière autorisation :
27.01.2015 16:20:46
En général, mon conseil, remettez-le en couleur meth et achetez un élastique ou du PVC ! Et en cela il y a à la fois de l'ironie et un grain de vérité. Si je comprends bien, vous ne l'avez pas encore vue en action (sur l'eau), mais d'après mon expérience, je dirai une chose ! Sur l'eau, elle se comporte de façon capricieuse, et s'efforce de se retourner, les flotteurs sont sur ses côtés et sont attachés pour faciliter sa sortie de l'eau, et ainsi de suite, il est lourd et peu pratique à porter et à transporter. En général, voyez par vous-même, maître maître !
Et au lieu de rivets, vous devrez mettre des vis, de sorte que la prochaine fois, il sera plus facile de changer le matériau.
Roubtsovsk
Dernière autorisation :
07.01.2018 17:34:41
Barnaoul
Dernière autorisation :
27.01.2015 16:20:46
La quille de Cupidon est frottée aux trous)))))))))
mais Gregory et Radik se sont mis au travail.
le renfort de 10 fil machine est juste.
servira encore pendant de nombreuses années)))))))
Commentaire du fichier : Les cadres sont pliés par la glace.
P22-04-15_19.04.jpg [454.19 Ko | Vues : 9757]
La quille de Cupidon est frottée aux trous)))))))))
mais Gregory et Radik se sont mis au travail.
le renfort de 10 fil machine est juste.
servira encore pendant de nombreuses années)))))))
Fuseau horaire : UTC + 6 heures
Utilisateurs parcourant ce forum : aucun utilisateur enregistré et 3 invités
Tous les documents publiés sur ce forum sont protégés par le droit d'auteur et ne doivent être copiés qu'avec l'autorisation de l'administration de la RPO « Federation of Powerboat and Sports Tourism of Bashkortostan »
(c) 2013-2016 Tous les droits appartiennent à la RPO "Fédération des bateaux à moteur et du tourisme sportif du Bachkortostan"
Club de pêche de Voronej> → Bateaux, moteurs, accessoires → Bateaux en aluminium (pots) questions de fonctionnement, de réparation et de réglage
Pages 1 2 3… 6 Suivant
Vous devez vous connecter ou vous inscrire pour poster une réponse.
- Professeur
- Client régulier
- Sur le forum
- Où: VORONEJ
- Inscrit: 2010-06-01
- Des postes: 5,145
- Remercié : 21959
- Par poste : 26
Pour fêter ça, je lance un nouveau sujet ! Je suis donc devenu éleveur de casseroles ! Au contraire, formellement, j'en ai été un pendant longtemps - un vieux chaudron du premier modèle (alors ils fabriquaient encore sans boules) pendant 15 ans gisait à la campagne, attendant dans les coulisses. Uma, pour ainsi dire, a été recrutée. Et maintenant, enfin, j'ai mis la main sur elle - deux semaines de travail le soir et le week-end, et le bateau a eu une seconde vie. Je voulais faire un bateau non seulement pour la pêche, et pour l'âme, juste pour naviguer pour mon propre plaisir. L'idée a été un succès à presque 100 %, ce dont je voudrais vous parler.
Alors, brièvement dans l'ordre ! Le bateau a été sorti dans un endroit propice au travail, débarrassé des branches et des débris, la première inspection a été effectuée, qui a révélé un tas de problèmes, dont beaucoup dont je ne connaissais pas l'existence, sinon, probablement pendant encore 10 ans, mon les mains n'atteindraient pas la réparation.... mais une fois décidé de le faire - il n'y a nulle part où se retirer.
Plaies trouvées :
1. trou sur le côté,
2. le dame de nage a pourri,
3.le tableau arrière est déchiré,
4. le patch en bas doit être remplacé,
5. À l'arrière, il y a deux coques pourries de part en part.
6. les fixations des bancs sont lâches,
7. Roted trois cadres sur le côté intérieur du fond,
8. le capot de la marche constante s'est recouvert de larges fissures, atteignant une rupture de métal et des bosses, le renfort interne du capot est tombé,
9. Le robinet de vidange a mal tourné, les fixations sont pourries.
10. le réservoir de flottabilité arrière droit est pourri.
L'état est déplorable, mais les yeux ont peur, et les mains s'en sortent.
Je ne sais pas comment riveter du duralumin et je ne veux pas, donc la principale méthode de réparation était le serrage de boulons en acier inoxydable sur le scellant.
Le tableau arrière a été remplacé par du caoutchouc épais, une plaque de renfort constituée d'une épaisse feuille de duralumin a été installée sur le tableau arrière, les trous ont été colmatés, les dames et cadres ont été remplacés, une plaque de duralumin a été réalisée et vissée sur le capot, l'ancien la peinture a été enlevée, la carrosserie a été nettoyée, la porte du compartiment de proue a été redressée, la vanne a été remplacée par une vanne à boisseau sphérique d'un demi-pouce la grue, la fixation des bancs, le réservoir de flottabilité a été renforcé, les coutures ont été scellées avec un mastic.
J'ai décidé de peindre en deux couleurs : fond blanc, dessus rouge, cockpit et poupe blancs.
Mastic, apprêt, peinture, vernissage….quatre jours de travail - et le bateau a acquis une belle vue.
Ensuite, j'ai installé des bancs, un sol en contreplaqué laqué.
Ensuite décorations et jouets : un tube pneumatique sur le capot, un projecteur halogène de l'UAZ, des prises 12 volts dans le cockpit comme connecteurs d'alimentation à bord, une batterie dans le compartiment avant, et les finitions - installation d'un régulateur de tension sur le moteur ( Pit 15) et brancher un générateur, gommer un tapis de nez pour une entrée confortable dans le cockpit, remplir les côtés de mousse - le yacht de plaisance "YALTA" est prêt !
En termes de temps, tout a pris deux semaines, en termes d'argent - 18 à 20 000 (plus précisément, je n'ai pas compté). Sur la base des résultats des essais en mer, j'atteindrai mon objectif en une semaine ou deux.
Ou connectez-vous via l'un de ces services

Les commentaires ne peuvent être publiés que par les utilisateurs enregistrés
Enregistrez un nouveau compte dans notre communauté. Ce n'est pas difficile !
Aucun utilisateur enregistré ne consulte cette page.




pag102 08 oct. 2012
 pag102 08 oct. 2012
pag102 08 oct. 2012 pag102 12 oct. 2012
n'y a-t-il vraiment personne qui travaille avec des polymères ((
Il y a eu un cas. Deux grandes objections sont 1. adhérence 2. coefficient de température. prolongements.
Rivet sans ambiguïté.
pag102 15 oct. 2012
Peut-il être réparé avec des matériaux polymères modernes ?
Lors de la réparation des carrosseries AL de certaines marques de voitures, l'adhésif est largement utilisé à l'aide de composés époxy et d'un liquide secret, qui augmente l'adhérence au métal, pratiquement sans le nettoyer.
Mais si vous le nettoyez grossièrement, mais pour faire briller AL et appliquer immédiatement le composé, alors je l'ai essayé moi-même et ma bordure de trappe en AD-31 est collée sur de la fibre de verre. Cela fait plusieurs années que je descends l'écoutille avec mes pieds et la connexion tient.
Pourquoi ne pas l'essayer sur une plaque d'essai ?
pag102 15 oct. 2012
VASYa2011 15 oct. 2012
 VASYa2011 15 oct. 2012
VASYa2011 15 oct. 2012il s'agissait du rivetage d'un bateau importé après avoir été heurté. la crêpe coule.
y a-t-il une sorte d'outil pneumatique?
Le marteau doit être beaucoup plus léger que le support à l'arrière, sinon les joints adjacents se briseront. Il existe des marteaux pneumatiques, ils ont besoin d'air d'environ 6 kg/cm2 à un débit décent.
Le message a été édité par Tribune : 15 octobre 2012 - 12:05
pag102 15 oct. 2012
VASYa2011 15 oct. 2012
Le marteau doit être beaucoup plus léger que le support.
Et les rivets, s'ils sont en duralumin, doivent être "débloqués" avant
l'installation, et le ruban thiokol utilisé pour l'étanchéité, il y a maintenant beaucoup de mastic-herméniques.
Cavalier 15 oct. 2012
 Cavalier 15 oct. 2012
Cavalier 15 oct. 2012"Traiter comme comme comme" (c) D'après mon expérience - les polymères sur les alliages d'aluminium ne collent pas. La quille en acier d'Al Amur a également provoqué la confusion. N'utilisez pas non plus de soudure - les rivets adjacents s'affaibliront et le joint brûlera.
Rivet.
quille en acier sur son premier "Cupidon" également découvert avec surprise
Il y a eu un cas. Deux grandes objections sont 1. adhérence 2. coefficient de température. prolongements.
Rivet sans ambiguïté.
La colle
les adhésifs sont utilisés dans l'industrie aéronautique depuis longtemps, et il n'y avait pas non plus de Cupidon.
sur le premier jet de passagers "Komets", la peau métallique de l'aile et du fuselage était collée. Les structures des avions Concorde, en alliage d'aluminium et conçues pour une durée de vie de plusieurs milliers d'heures de vol, sont collées entre elles avec de la colle à base d'époxy. Les changements de température et de charge doivent être supposés qu'il n'y a pas de bateau. Des normes de navigabilité sont apparemment également présentes.
Vous pouvez probablement trouver quelque chose d'utile dans les "manuels" pour la réparation des dommages de combat aux aéronefs sur le terrain.
Le message a été édité par Rider : 15 octobre 2012 - 15:26
Cavalier 15 oct. 2012
.. Vous pouvez probablement trouver quelque chose d'utile dans les "manuels" pour la réparation des dommages de combat aux aéronefs sur le terrain.
dans la branche suivante, le "guide" pour la réparation des avaries de combat et la protection des coques rivetées en fibre de verre est déjà en cours de rédaction
5
les rivets partiraient probablement avec plaisir
SanychSan 15 octobre 2012
 SanychSan 15 octobre 2012
SanychSan 15 octobre 2012nous avons peu de ces spécialistes. il s'agissait du rivetage d'un bateau importé après avoir été heurté. la crêpe coule. Et une question passagère. Comment cette procédure doit-elle être effectuée ? sur les rivets comme les informations trouvées que 2 types utilisent.et quels rivets ? y a-t-il une sorte d'outil pneumatique? il y a une vengeance qui se rétrécit complètement de l'intérieur tu ne peux pas ramper
Tout cela est riveté par la méthode de rivetage arrière. Ils frappent sur la tête, à travers un mandrin, ou un marteau pneumatique (KP-14 = jusqu'à 4mm et KP-24 à partir de 5 ki). A l'intérieur, il y a un support (comme avec une forme le long du profil - 2,5 kg, ou moins si vous ne faites pas attention à vos mains). Je recommande de trouver une riveteuse à l'aéroport.
Tout cela est riveté par la méthode de rivetage arrière. Ils frappent sur la tête, à travers un mandrin, ou un marteau pneumatique (KP-14 = jusqu'à 4mm et KP-24 à partir de 5 ki). A l'intérieur, il y a un support (comme avec une forme le long du profil - 2,5 kg, ou moins si vous ne faites pas attention à vos mains). Je recommande de trouver une riveteuse à l'aéroport.
Le rivetage inversé est un délice, je ne pouvais pas le faire. Dans de tels cas, il a simplement retourné le rivet (ou changé pour une autre tête) et riveté de l'autre côté. Avec un pistolet aussi, il ne doit pas y avoir de buste, trop puissant nécessite un mandrin lourd, on ne peut pas le glisser partout et il est déjà difficile de le tenir.
Cependant, tout vient avec l'expérience. Si vos mains ne sont pas tordues, ne vous souciez pas d'où elles poussent
SanychSan 16 octobre 2012
Le rivetage inversé est un délice, je ne pouvais pas le faire. Dans de tels cas, il a simplement retourné le rivet (ou changé pour une autre tête) et riveté de l'autre côté. Avec un pistolet aussi, il ne doit pas y avoir de buste, trop puissant nécessite un mandrin lourd, on ne peut pas le glisser partout et il est déjà difficile de le tenir.
Cependant, tout vient avec l'expérience. Si vos mains ne sont pas tordues, ne vous souciez pas d'où elles poussent
Expérience de 19 ans. Riveter 5ème aéroport de Nijnevartovsk.
Pouvons-nous faire exploser nada?
«Dans certains cas, des types spéciaux de rivets sont utilisés - explosifs (AN — 1504).
Les rivets explosifs ont un évidement (chambre) dans l'extrémité libre de la tige, rempli d'un explosif, qui est protégé de la pénétration de l'humidité atmosphérique par une couche de vernis. Les rivets explosifs sont fabriqués avec un diamètre de 3,5 ; 4 ; 5 et 6 mm en fil D18P. La longueur du noyau des rivets explosifs est de 6 à 20 mm, l'épaisseur du paquet riveté est de 1,6-2,5 à 14,1-15 mm.
Le processus de rivetage explosif est différent du rivetage conventionnel. Ici, un radiateur électrique est utilisé comme outil de rivetage.
Le rivetage avec des rivets explosifs consiste à insérer un rivet dans le trou, à l'extrémité libre de la tige duquel se trouve une chambre remplie d'un explosif. D'un léger coup de marteau (à froid), le rivet est renversé. Ensuite, la pointe du radiateur électrique 1 est placée sur la tête d'insertion. En 2-3 s, le rivet chauffe, et à une température de 130-160 ° C, la charge explose, tandis que l'extrémité de la tige se dilate fortement et forme une tête de fermeture. "
Ici
Le message a été édité par Alessandro : 16 octobre 2012 - 14:00
SanychSan 16 octobre 2012
Pouvons-nous faire exploser nada?
«Dans certains cas, des types spéciaux de rivets sont utilisés - explosifs (AN — 1504).
Les rivets explosifs ont un évidement (chambre) dans l'extrémité libre de la tige, rempli d'un explosif, qui est protégé de la pénétration de l'humidité atmosphérique par une couche de vernis. Les rivets explosifs sont fabriqués avec un diamètre de 3,5 ; 4 ; 5 et 6 mm en fil D18P. La longueur du noyau des rivets explosifs est de 6 à 20 mm, l'épaisseur du paquet riveté est de 1,6-2,5 à 14,1-15 mm.
Le processus de rivetage explosif est différent du rivetage conventionnel. Ici, un radiateur électrique est utilisé comme outil de rivetage.
Le rivetage avec des rivets explosifs consiste à insérer un rivet dans le trou, à l'extrémité libre de la tige duquel se trouve une chambre remplie d'un explosif. D'un léger coup de marteau (à froid), le rivet est renversé. Ensuite, la pointe du radiateur électrique 1 est placée sur la tête d'insertion. En 2-3 s, le rivet chauffe, et à une température de 130-160 ° C, la charge explose, tandis que l'extrémité de la tige se dilate fortement et forme une tête de fermeture. "

Le bateau en fibre de verre a gagné en popularité pour sa durabilité et sa fiabilité. La fibre de verre présente un certain nombre d'avantages importants par rapport aux autres matériaux. Le navire peut être assemblé rapidement et à moindre coût.Un bateau en fibre de verre à faire soi-même est une option économique et valable pour les sorties de pêche.
Le petit bateau en plastique est principalement destiné à la pêche. Il peut également être utilisé pour la navigation de plaisance, les sports. Conditions de fonctionnement du bateau sur l'eau : vague d'une hauteur maximale de 60 cm, force du vent - jusqu'à 4 points sur une échelle de dix points. Le bateau en fibre de verre est une excellente alternative aux bateaux pneumatiques.
La fibre de verre est le seul matériau qui vous permet de créer vous-même une forme de toute complexité. La conception indépendante du fond permet de l'équiper de redans de n'importe quelle configuration. Il est possible de maximiser l'efficacité des performances de navigation du bateau en plaçant les marches aux endroits les plus appropriés. De plus, la conception du bateau fait maison reflétera le caractère de son propriétaire.

Il existe une méthode pour fabriquer un bateau fait maison à partir de contreplaqué et de fibre de verre, lorsque le plastique n'est utilisé que pour le revêtement extérieur du bateau. Mais cette technologie ne paie pas. La couche de contreplaqué sous le plastique absorbe rapidement l'humidité, ce qui augmente le poids du bateau. Il y a une destruction rapide du contreplaqué en raison de l'influence des micro-organismes et du processus de délaminage, car le contreplaqué est nettement inférieur en résistance au plastique.
Comment faire un bateau ? En suivant scrupuleusement toutes les règles, même un débutant pourra accomplir cette tâche. Le processus technologique est simple et budgétaire. La coque du navire est créée grâce à la charge de renforcement imprégnée de la composition polymère.
Matières premières utilisées comme charge de renfort dans la fabrication de la charpente :
- base de coque, côtés - fibre de verre mobile TP-07, TP-03, TP-056 ;
- renforcement local de zones individuelles - tissus de verre structurel T-11, T-13.
La fibre de verre est de différents types selon le type de tissage, la taille des fils. Choisissez en gros le tissage "oblique" ou satin. Les fils doivent être torsadés. Le matériel est vendu sous forme de feuilles, de rouleaux, de ruban adhésif.

La fibre de verre est vendue imprégnée d'un composé gras. Pour mieux saturer le tissu avec le liant, l'encollage doit être enlevé avec de l'essence, du white spirit ou de l'acétone. Le tissu dégraissé est séché à l'air pendant environ 2 à 4 heures.
Vous aurez besoin de résine pour coller le matériau de renforcement. Il existe trois types de résines utilisées dans la construction navale : époxy, vinylester, polyester. Les caractéristiques les plus importantes des résines dans la construction d'un bateau en fibre de verre à partir de tout type de fibre sont l'adhérence et l'imprégnation.
Une option bon marché consiste à utiliser de la résine polyester, qui vous permet de créer un élément en fibre de verre monobloc en une seule opération. Vous pouvez appliquer la résine TM Ashland. Pour créer un revêtement décoratif et protecteur du boîtier, vous aurez besoin d'un gelcoat. Vous aurez également besoin de contreplaqué d'une épaisseur d'au moins 1,2 cm, résistant à l'humidité.
La fabrication d'un bateau est impossible sans un dessin compétent. La conception de la future embarcation peut être réalisée à l'aide du programme AutoCAD. Tout d'abord, un modèle 3D est créé, puis des schémas de cadres, des motifs. Les dessins prêts à l'emploi sont tirés de sites spécialisés sur Internet. Vous pouvez maintenant commencer à fabriquer votre propre bateau en fibre de verre.


















