
En détail : réparation de socs de charrue à faire soi-même par un vrai maître pour le site my.housecope.com.
Les principaux organes de travail de la charrue (Fig. 123) sont un corps composé d'un soc 6, d'une lame 1, d'une planche de champ 7 et d'un rack 2, d'un tirant 3, d'une écumoire 5, d'un couteau 4 et d'un partager 8.
La matité du soc, ainsi que l'usure ou la déformation de la lame, de l'écumoire, du couteau ou de la planche de terrain, augmentent la résistance à la traction de la charrue, entraînent une consommation excessive de carburant, détériorent la qualité du retournement des coutures, son effritement et l'incorporation de résidus végétaux.
Riz. 123. Organes de travail de la charrue installés sur son châssis
Deux types de socs sont utilisés dans les charrues :
trapézoïdal - avec un tranchant droit (Fig. 124, a) et un ciseau - avec un bout épais et incurvé vers le bas (Fig. 124, b).
Les socs sont fabriqués en acier de qualité L65 durable et résistant à l'usure et traités thermiquement pour augmenter la résistance à l'usure. Cependant, les conditions de travail dans le sol sont si difficiles que les socs s'usent rapidement. Lorsque le soc est usé, la lame s'émousse et la forme du nez change. En figue. 125 lignes croisées marquent les bords des lames trapézoïdales et en forme de ciseau usées. Lorsque la lame devient émoussée, son épaisseur augmente et un faoca (arrière de la tête) se forme sur son revers. Lorsque les socs sont usés, les performances de la charrue se détériorent, c'est-à-dire que les socs perdent leur capacité à s'enfoncer profondément dans le sol et la stabilité de la course de la charrue est perturbée. Le soc doit être réparé lorsque sa largeur est réduite de 10 mm par rapport à la largeur du nouveau soc trapézoïdal, ou lorsque la longueur du nez est réduite de 25 mm par rapport à la longueur du nez du nouveau soc.
| Vidéo (cliquez pour lire). |
La réparation des socs est réduite à la rétraction de la lame, à l'affûtage et au traitement thermique. La réparation des socs est effectuée afin de restaurer leur taille et leur forme, ainsi que de leur donner une durabilité.
La section des socs a un épaississement - un stock de métal, appelé "magasin". Lors de la réparation d'un soc usé, sa forme est restaurée par un forgeron au détriment d'un stock de métal dans le "magasin". Le tirage du soc se fait manuellement, généralement en plusieurs passes, car le forgeron n'a pas le temps de retirer tout le soc en une seule passe. Lors de la traction manuelle du soc, il faut toujours s'efforcer de réduire la quantité de chauffage, car avec des chauffages répétés, des cas de grillage du métal sont possibles.
L'inconvénient du soc sur un levier ou un autre marteau de forge mécanique se fait généralement en deux étapes. Dans ce cas, la longueur de la partie chauffée du soc doit à chaque fois légèrement dépasser la moitié du soc.
Pour réduire les pertes de chaleur et éviter que le carbone ne brûle hors de la couche superficielle du métal, la partie du soc qui n'est pas chauffée est recouverte de charbon frais.
Le forgeron d'un soc usé est fabriqué dans l'ordre suivant. Le soc est placé à plat dans la forge de manière à ce qu'il soit chauffé du côté de la lame sur une largeur de 60-80 mm ; le reste, qui ne nécessite pas de chauffage, est recouvert de charbon frais. Il faut d'abord chauffer lentement le soc pour la dégaine, jusqu'à ce que
luminescence, c'est-à-dire jusqu'à 500-600 °. Il est impossible de chauffer le soc directement à la température de forgeage afin d'éviter la formation de fissures. Dès que le soc est chauffé à 500-600°, la vitesse de chauffe est augmentée et la température est portée à 850-1200° (jusqu'à chaleur légère rouge et orange).
Riz. 124. Socs : a - trapézoïdal, b - ciseau
Riz. 125. La forme des socs usés : a - trapézoïdal, b - ciseau
Le soc chauffé est sorti de la forge, placé avec la face avant sur l'enclume, et de la face arrière, le stock de métal est dispersé du "magasin" avec des coups fréquents du frein de stationnement ou du marteau.Un soc en acier de qualité L65 ne peut être tiré (forgé) qu'à des températures supérieures à 800°. Le tirage est arrêté lorsque le soc refroidit en dessous de 800° (avec une chaleur rouge cerise) et est repris après réchauffage. La partie étirée du soc est repassée sur l'enclume avec une truelle sur toute la longueur de la partie coupante de manière à ce que l'épaisseur de la lame soit de 1 à 2 mm, puis les irrégularités formées par les coups de marteau sont éliminées.
Lors de la traction, la forme et la taille du soc sont vérifiées à l'aide d'un gabarit (Fig. 121, a). Pour le soc tiré, des écarts de taille sont admis par rapport au neuf : en longueur de ± 15 mm, en largeur de + 4 mm.
Le soc, après étirage et repassage, lorsqu'il est encore à chaud, est serré dans un étau de serrurier et sa lame est affûtée à la lime. Ensuite, le soc refroidi est affûté par l'avant sur un affûteur au naphta. Après affûtage, la largeur du bord de la lame ne doit pas dépasser 5 à 6 mm et l'épaisseur de la lame doit être comprise entre 0,5 et 1 mm. La lame du soc ne doit pas être affûtée à moins de 0,3 mm, sinon elle s'usera rapidement pendant le fonctionnement.
Le traitement thermique du soc étiré consiste en un durcissement et un revenu. Pendant le durcissement, les socs sont chauffés le long de la lame sur environ un tiers de sa largeur. Le chauffage dans le four à une température de 780-820° doit être uniforme (chaleur légère rouge cerise). Le soc chauffé est rapidement refroidi dans un bain-marie. La température de l'eau dans le bain de trempe doit être de 30-40 °. Le soc est descendu dans le bain avec le dos vers le bas. Si le soc est plongé dans le bain de durcissement avec la lame, il peut se fissurer. N'abaissez pas le soc à plat, car dans ce cas, il se déforme généralement. Le soc est maintenu dans un bain de trempe jusqu'à ce que l'eau cesse de bouillir, après quoi il est retiré du bain et refroidi lentement à l'air.
Lorsque le ciseau est durci, des fissures peuvent apparaître sur la lame. Pour éviter cela, il est nécessaire de pré-refroidir le lieu de transition de la pointe à la lame au niveau du soc chauffé en appliquant dessus pendant 2-3 secondes. un chiffon humide, seulement après quoi le soc est rapidement abaissé dans le bain de durcissement.
Pour réduire la fragilité du soc, qui se produit lors du durcissement, il est trempé. Pour cela, le soc est réchauffé à 350° (décoloré en gris) puis refroidi lentement à l'air.
Pendant le durcissement, le soc se déforme souvent. Le soc déformé est dirigé sur l'enclume à coups de marteau. Les coups sur le soc doivent être appliqués avec précaution et sans force.
La dureté de la partie durcie du soc est vérifiée avec un dossier personnel. La lime ne doit laisser aucune trace sur la partie durcie du soc.
Dans les ateliers de réparation RTS, les socs pendant la réparation sont soudés avec des électrodes de haute qualité ou une charge d'alliage dur V-9. Cette méthode de réparation des socs de charrue augmente leur durabilité. Une augmentation de la résistance à l'usure des socs est également obtenue en durcissant leur couche externe avec des courants à haute fréquence.
Titulaires du brevet RU 2344913 :
L'invention concerne le génie agricole, en particulier des procédés de restauration de socs de charrue, et peut être utilisée pour la restauration avec durcissement de socs de charrue de machines agricoles. La méthode consiste à faire une rainure à la surface de la lame de soc, la rainure est remplie de soudure, des plaques de cermet sont installées sur la soudure, une couche supplémentaire de soudure et un flux est appliqué à la jonction des plaques avec le bord vertical de la rainure. Puis les plaques sont chauffées jusqu'à ce que la soudure fonde et le soc avec les plaques dans un collecteur calorifuge est refroidi à température ambiante à une vitesse de 4°C/min. Dans ce cas, la soudure de qualité L63 est utilisée comme soudure et le flux FK-250 est utilisé comme flux. Les plaques sont chauffées par une flamme hydrogène-oxygène du brûleur à une pression de mélange gazeux de 0,5 MPa et à une distance de la sortie de la buse du brûleur à la surface de la plaque - 50 mm. Le résultat technique est d'augmenter la force d'adhérence des plaques de cermet avec le soc. 1 onglet.
L'invention concerne le génie agricole, principalement les machines pour le travail du sol, et peut être utilisée pour restaurer et renforcer les socs de machines agricoles.
Il existe un procédé connu pour obtenir des lames résistantes à l'usure des organes de travail d'outils de travail du sol en renforçant leurs lames, qui consiste en ce que pour former l'ondulation des lames conduisant à leur auto-affûtage, un métal plus dur est placé sur la surface lisse des lames par intermittence et parallèlement au tranchant, suivi d'une limitation de la zone de surfaçage (voir AS URSS n° 461721, classe А01В 15/04, publ. 1975).
Cependant, lors de l'utilisation de cette méthode, le soc a une résistance à l'usure relativement faible, car la partie non fondue du soc s'use beaucoup plus rapidement que les zones soudées, de sorte que l'alliage dur à souder est exposé et émietté, ce qui aggrave les conditions d'auto-affûtage de l'action.
Le plus proche de la méthode proposée dans l'essence technique et le résultat obtenu est une méthode de restauration des socs de charrue en appliquant des alliages durs à leurs corps de coupe. Son essence est la suivante : afin d'augmenter la durée de vie des socs et des pattes de cultivateur, l'application d'alliages durs sur leurs corps de coupe s'effectue en deux étapes : la première est le soudage d'un revêtement en acier sur un nez usé, suivi par son surfaçage avec un alliage dur ; dans la deuxième étape, après opération intermédiaire, la partie usée est tirée de la partie droite de la lame des corps de coupe, suivie de son rechargement (voir AS URSS n° 241959, classe А01В 15/ 04, édition 1969).
Cependant, les surfaces de travail des socs, restaurés par ce procédé, ont une faible force d'adhérence entre l'alliage dur et le métal de base, de sorte que les charrues restaurées ont une courte durée de vie pendant le fonctionnement.
L'objectif de l'invention est d'augmenter la force d'arrachement et, par conséquent, la force d'adhérence des plaques frittées avec le soc, ainsi que de réduire la consommation de plaques frittées et d'augmenter les performances de labour en augmentant la vitesse de travail. de l'unité de labour.
La tâche est accomplie par le fait que dans la méthode connue de restauration des socs sur la surface de la lame de soc, une rainure est réalisée, la rainure est remplie de soudure, des plaques de cermet sont installées sur la soudure, une couche supplémentaire de soudure et de flux est appliqué à la jonction des plaques avec le bord vertical de la rainure, les plaques sont chauffées jusqu'à ce que la soudure fonde, et le soc avec les plaques dans le collecteur d'isolation thermique est refroidi à température ambiante à une vitesse de 4 ° C / min, tandis que la soudure de qualité L63 est utilisée comme soudure, le flux FK-250 est utilisé comme flux, et les plaques sont chauffées avec une flamme hydrogène-oxygène du brûleur à un mélange de pression de gaz de 0,5 MPa et à une distance de la sortie de la buse du brûleur à la surface des plaques - 50 mm.
La méthode est exécutée comme suit.
Les socs de charrue, acceptés pour restauration, doivent répondre aux exigences suivantes : ils doivent être nettoyés de toute contamination dans un état permettant l'inspection et la détection des défauts ; l'épaisseur de la base du soc usé dans la zone des trous de boulons est d'au moins 8 mm; la largeur du soc usé, déterminée à partir du côté arrière (non fonctionnel) comme la distance entre l'arrière et le chanfrein occipital - pas moins de 100 mm.
Une rainure d'une profondeur de 1,5 est réalisée sur la surface de la lame du soc. 2,0 mm. Cette opération est réalisée sur une fraiseuse verticale.
Ensuite, la soudure L63 est placée à intervalles réguliers dans une rainure préalablement préparée, après quoi des plaques céramo-métalliques TN-20 ou T15K6 sont installées sur la soudure. Après cela, une couche supplémentaire de soudure et de flux de la marque FK-250 est appliquée à la jonction de chaque plaque avec le bord vertical de la rainure.
Ensuite, les plaques et le soc restauré sont chauffés à l'aide d'un appareil de soudage au gaz portable MBV-500 avec une flamme de torche hydrogène-oxygène. Modes process : la distance entre la sortie de la buse du brûleur et la surface à restaurer est de 50 mm, la consommation d'oxygène est de 400 l/h, la consommation d'hydrogène est de 375 l/h à une pression de mélange gazeux de 0,5 MPa. Dans ce cas, le brûleur est alternativement arrêté sur chaque plaque, en essayant d'assurer son chauffage uniforme. Le chauffage est poursuivi jusqu'à fusion complète de la soudure. De cette façon, chaque plaque est soudée. L'exposition à une flamme hydrogène-oxygène n'affecte pas négativement la soudure, le flux, les plaques frittées et le métal de partage utilisés.
Puis le soc récupéré avec les plaques céramo-métalliques brasées est placé dans un collecteur calorifuge chauffé à une température de 620,630 °C, avec lequel il est refroidi à température ambiante, la vitesse de refroidissement étant de 4 °C/min.
Les résultats des tests comparatifs de la méthode et du prototype proposés sont présentés dans le tableau.
Les dysfonctionnements et l'usure suivants sont possibles dans les corps de charrue : la lame du soc s'émousse, un chanfrein apparaît sur la face arrière, la pointe est arrondie, le soc se rétrécit en largeur. Il y a des cas fréquents de casse du soc et de fauche de sa partie travaillante à la suite de heurts de racines et de cailloux lors du labour des charrues à grande vitesse lorsque le tas de la benne est usé, la forme de la coupe du champ change, son la carre est arrondie, la surface de travail est usée et la pointe se casse, au niveau de l'aile elle s'use 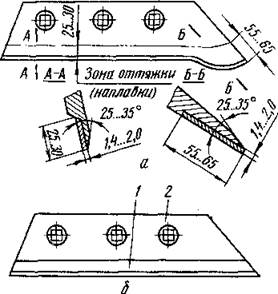
surface de travail. La planche de champ et les taches s'usent du côté du sillon et en dessous.
La lame du soc lorsqu'elle est émoussée est affûtée par le côté travaillant à l'épaisseur
Soc a-autonettoyant; b-composite soudé; 1 bande; 2 dos
La forme de la surface de travail usée de la lame est vérifiée avec un gabarit. Un écart par rapport au gabarit n'est pas autorisé de plus de 6 mm. Si l'orteil de la poitrine se casse, la lame peut être restaurée. Pour ce faire, la pièce cassée est réalisée à partir d'une ancienne benne, selon un gabarit, ajustée à la jonction et soudée électriquement de l'arrière à la benne usée. Avant le soudage, la pièce est traitée thermiquement pour obtenir une dureté de NKS 62. 50. Pour évacuer la chaleur pendant le soudage, les zones proches du joint sont recouvertes d'une solution d'argile avec de l'amiante, un revêtement en cuivre rouge de 5 mm d'épaisseur est placé sous le joint et un chiffon imbibé d'eau est placé sous le revêtement. Après le soudage, la couture est nettoyée. Lorsque le bord de champ de la lame est usé, il se dépose par superposition séquentielle. rouleaux avec électrodes T-590 et affûtés à un angle de 45. 50 ° à la surface de travail.
Avec une légère usure, les planches de terrain sont restaurées avec un surfaçage dur, suivi d'un affûtage, ou utilisez le côté non usé de la planche en la retournant. Pour cela, des trous y sont pratiqués et durcis.
Le froissement de la lame du couteau n'est autorisé qu'à trois endroits avec une profondeur allant jusqu'à 1,5. 2,0 mm et longueur jusqu'à 15 mm. Le gauchissement du disque n'est pas autorisé à plus de 3 mm. Les disques déformés refroidissent sur le poêle. Ils sont affûtés à une épaisseur de lame de 0,5 mm sur un appareil OR-6112 pour l'affûtage de couteaux circulaires et sur des accessoires pour un tour avec des fraises avec des plaques en alliages durs T15K6, etc. Le faux-rond axial et radial du disque n'est pas autorisé plus de 3 millimètres.
L'usure des extrémités des moyeux de disques jusqu'à 8 mm est compensée par des rondelles de réglage de sorte que l'écart entre les éperons des disques adjacents soit d'au moins 4 mm. Les pièces en fonte présentant des fissures sont soudées avec du fil fourré PANCH-I par soudage électrique ou soudage à gaz chaud avec des tiges en fonte.
Limiter l'affichage des corps de coupe usés des machines de travail du sol
Vous ne pouvez poser des questions qu'après inscription. Connectez-vous ou inscrivez-vous, s'il vous plaît.
Regardez la charrue, ce qu'il faut y remplacer, pour qu'elle laboure et ne coupe pas de sillons. Je vais essayer de poster une photo, il me semble que le premier dépotoir est en train de tondre à droite, je vous serai très reconnaissant de votre aide.
Eh bien, oui, le premier bâtiment est tordu. Le deuxième corps laisse-t-il aussi un sillon ?
Tout d'abord, vous devez placer tous les corps dans un même plan, et deuxièmement, ajuster la charrue. Votre benne ne fonctionne pas complètement, d'où les crêtes.
A mon avis, il peut y avoir deux raisons :
1 La charrue est bloquée dans le sillon
2 basse vitesse
Dans d'autres cas, les crêtes seraient différentes, mais vous avez toutes les mêmes crêtes
Le versoir du premier corps diffère du 2e et du 3e, et quelle est la voie des roues arrière du tracteur ?
Ajustez la charrue.
conduisez-vous un tracteur le long d'un sillon ou à travers un champ? le premier corps ne jette pas beaucoup à la piste précédente. les décharges sont normalement poncées, ce qui signifie qu'il y a un retournement de la couture. la piste du pukary est uniforme et propre, cela va exactement à en juger par le fait que toutes les décharges ont la même hauteur de broyage . enfin, presque un soc et une poitrine 
décharges, mais ce n'est pas fatal (le solarium va manger un peu plus et labourer un peu moins). Réduisez un peu la largeur de la poignée, plus proche du labour des roues (grosses) et tout ira bien. La vitesse est pas nécessaire, votre charrue a des bennes classiques (pas à grande vitesse).
Faites une herse après une charrue et vous serez heureux.
- quelque chose cogne dans le moteur.
- augmentez le volume de la radio et vous serez heureux
La politique économique est avant tout l'art de la mise en œuvre et non l'art de la planification. (A.V. Chayanov)
Nous créons les conditions du développement :. le soutien aux producteurs agricoles pour ne pas les gêner. P.N. Cherkasov, région de Natalinskoe Moscou.
C'est un fait que la charrue doit être réglée, mais en plus, il faut régler la façon dont la charrue est montée sur le tracteur. alors la terre arable sera belle.
La politique économique est avant tout l'art de la mise en œuvre et non l'art de la planification. (A.V. Chayanov)
Nous créons les conditions du développement :. le soutien aux producteurs agricoles pour ne pas les gêner. P.N. Cherkasov, région de Natalinskoe Moscou.
Comment ne pas régler la charrue, mais les rainures et les grumeaux resteront toujours. Surtout sur sol dur. Avec la herse, il s'avère parfaitement uniforme.
Et quoi, alors exactement que peut-on semer sans niveler avec un cultivateur ?
conduisez-vous un tracteur le long d'un sillon ou à travers un champ? le premier corps ne jette pas beaucoup à la piste précédente. les décharges sont normalement poncées, ce qui signifie qu'il y a un retournement de la couture. la piste du pukary est uniforme et propre, cela va exactement à en juger par le fait que toutes les décharges ont la même hauteur de broyage . enfin, presque un soc et une poitrine
La charrue laboure normalement, la trace d'un passage est encore 
Mais le fait que le premier corpus n'ajoute pas grand-chose au précédent, alors c'est un problème, et on peut plutôt y remédier de deux manières : 1) Tirez la charrue avec des attaches plus près du côté droit (la charrue est loin du sillon, peut-être
les panneaux de terrain peuvent également composter les cerveaux)
2) Il suffit de digérer le point d'attache de la charrue (triangle d'attelage automatique).
Concrètement, c'est à vous de décider.
Ne vous précipitez pas pour faire le bien. Le bien doit être fait lentement pour qu'il soit remarqué et apprécié.
Une charrue équestre, une charrue tracteur ou un tracteur à conducteur marchant est une chose indispensable dans une ferme d'arrière-cour. La charrue laboure le sol, retourne la couche supérieure du sol, ce qui réduit la quantité de mauvaises herbes, rend le sol plus doux et plus souple. Vous pouvez non seulement acheter une charrue, mais aussi la fabriquer vous-même. Pour ce faire, en plus des outils et des matériaux, vous devez avoir une idée de la structure de la charrue et de sa géométrie.
Il n'est possible de fabriquer correctement une charrue que si l'on comprend le processus de labour, ainsi que le but de chacune des parties de la charrue.
Lors du labour, le coin de charrue coupe dans le sol à un angle spécifique, en fonction de la douceur et de l'humidité du sol. La cale sépare le réservoir, le soulève et le comprime, tout en divisant simultanément le réservoir en plusieurs parties. L'angle d'entrée dépend du nombre de parties de la couche terrestre qui seront divisées : plus l'angle est grand, plus la division est grande. Mais si l'angle d'entrée est supérieur à quarante-cinq degrés, le sol cesse de glisser sur la surface de travail du dispositif de labour et commence à s'accumuler devant celui-ci, ce qui rend le travail ultérieur difficile.La charrue verticale, c'est-à-dire avec un angle d'attaque plus prononcé, sépare le sol du bord du sillon et le comprime horizontalement. Une charrue à angle de braquage horizontal fonctionne différemment : elle dévie et retourne la couche de sol.
Une charrue de travail typique se compose de :
- Un soc qui coupe le sol
- Décharger,
- Couteau,
- Panneau de terrain,
- Supports,
- Écumoire.
De plus, la charrue peut être équipée de :
- Cadre en métal plus solide
- roues
- Un mécanisme qui corrige le travail de la charrue par rapport au tracteur,
- Hydromécanismes,
- Système hydraulique pneumatique.
La benne peut avoir plusieurs types de surface de travail :
- Vis,
- Cylindrique,
- Cylindroïde.
Le cylindrique broie parfaitement le sol, mais la formation se forme mal. Ce n'est pas toujours pratique. La surface de travail cylindrique est généralement utilisée pour travailler dans un sol meuble. Le plus pratique et le plus pratique à utiliser est une surface cylindrique, qui s'effrite et retourne bien le sol, et s'adapte également aux sols secs et humides.
Pour fabriquer une charrue à la maison de vos propres mains, vous devez avoir:
- Patin à roulettes,
- Broyeur,
- Coupeur de gaz,
- Attaches,
- Outil de mesure,
- Marteau,
- Machine de soudage,
- Ciseaux pour couper le métal.
Avant de commencer les travaux, il est recommandé de faire un dessin ou un schéma, ou de trouver une version prête à l'emploi sur Internet. Cela vous permettra de représenter visuellement l'avancement des travaux, l'emplacement de toutes les pièces et fixations.
L'option la plus simple à fabriquer. Le dispositif unilatéral peut être réalisé en une seule pièce, sous la forme d'un seul corps, et pliable. La version pliable est pratique dans la mesure où elle permet de retirer le soc pour l'affûtage. Le soc peut être remplacé par un disque d'une plaque circulaire. Le vidage se fait généralement de deux manières. Le premier d'entre eux nécessite l'utilisation d'un tuyau coupé, d'environ cinq millimètres d'épaisseur et cinquante centimètres de diamètre.
Une pièce est découpée dans la coupe et à l'aide d'une meuleuse d'angle, elle est amenée à la taille souhaitée. La deuxième méthode de fabrication d'une décharge implique la présence d'une tôle d'acier, de quatre millimètres d'épaisseur, ou d'un cylindre de même épaisseur de paroi, mais d'une section d'environ 50 cm. A l'aide d'une machine à souder ou de ciseaux à métaux, une forme est découpée et plié en forme de cylindre. S'il y a des écarts par rapport aux dimensions requises, vous pouvez utiliser un marteau pour les retouches.
Tout dessin fournit six éléments constitutifs :
- Disque ou soc en métal,
- La Fondation,
- Plaque d'espacement,
- Rabat latéral,
- Tuyau coupé pour le rabat,
- Tableau de travail sur le terrain.
Le soc est généralement installé à l'aide d'une feuille de métal et de plusieurs cales, biseautées à un angle de vingt-cinq degrés. Fixé par soudure en deux points, il relie également la crémaillère et le panneau latéral. Il est conseillé de placer le bouclier un centimètre plus haut que le bord inférieur du soc, tandis que les bords du bouclier doivent chevaucher le bord de la lame de cinq ou six millimètres.
Le soc avec la lame est fixé par soudage de manière à former un tout, sans lacunes ni irrégularités. L'angle formé entre eux ne doit pas dépasser sept degrés. Un soc soudé et une lame sont fixés à la béquille latérale, et la béquille elle-même est soudée d'abord à la base, puis à la plaque d'espacement. Enfin, les coins du soc sont soudés à la base. Toutes les traces de soudures et de coutures sont nettoyées, et la lame avec un soc est poncée.
Ce type est plus efficace pour labourer de grandes étendues de terre. Pour la fabrication, un cadre en acier massif est requis, constitué d'un profil rond ou rectangulaire, d'au moins deux millimètres d'épaisseur. La taille du châssis dépend du nombre de pièces nécessaires et de l'élément de commande. Dans le corps de travail, le soc doit être placé par le bas, car son rôle est de déplacer une couche de terre vers la décharge. La décharge retourne le sol, coupe et se déplace, formant un sillon.
Le support est nécessaire pour fixer les outils de travail au cadre et tenir le couteau. Plusieurs trous réglables y sont pratiqués, ce qui vous permettra de modifier la profondeur de labour.Habituellement, la crémaillère est soudée à partir d'une plaque métallique d'au moins un centimètre d'épaisseur et fixée au cadre avec des boulons.
Le châssis avec tous les outils de travail est attaché au mini-tracteur ou au tracteur à conducteur marchant avec un timon ou un attelage fait maison. Le timon doit obligatoirement avoir une poignée, et avoir une forme droite ou en V. La seconde forme est plus efficace car elle rend la charrue beaucoup plus stable. De plus, pour une plus grande stabilité et une plus grande rectitude de mouvement, vous pouvez installer des roues de terrain. Ils sont fixés au châssis avec un support réglable.
Pour assembler une charrue de vos propres mains, vous devez respecter une règle très importante: toutes les pièces de l'appareil sont d'abord soudées par soudage par points, et uniquement lorsque toutes les pièces sont à leur place et correctement fixées - la dernière. La qualité de fabrication est facile à vérifier - pour cela, la lame avec le soc doit être retirée et la charrue elle-même doit être placée sur la table. En appuyant fermement sur la charrue, vérifiez la coïncidence de la surface de la table avec la surface horizontale du patin. S'il n'y a pas d'écarts, tout est fait correctement.
Vous pouvez également déterminer une bonne construction par les critères suivants :
- L'arête vive du soc est située à deux centimètres sous le patin,
- Le soc avec la lame ne dépasse pas du bord vertical du patin de plus d'un centimètre,
- Il n'y a pas d'espace entre le patin et la lame.
Un appareil fait maison est monté sur un tracteur à conducteur marchant à côté de la zone de labour. Ils commencent par l'installation de roues en acier - elles empêchent le tracteur à conducteur marchant de glisser dans le sol. L'étape suivante consiste à attacher la charrue, mais ne serrez pas complètement tous les écrous de fixation. Avec leur aide, l'appareil sera ajusté, ce qui commence sur un support spécial. La hauteur du support doit être égale à la profondeur de labour. Après avoir monté et vérifié la fixation de tous les éléments, la charrue est posée au sol.
Le test de performance est réalisé sur un labour à trois sillons.
Ceci est suffisant pour mesurer la profondeur et vérifier les formations renversées. Si les sillons se chevauchent ou si la distance entre eux est supérieure à dix centimètres, tous les composants doivent être réajustés.
















