En détail : réparation à faire soi-même d'une vanne en fonte d'un vrai maître pour le site my.housecope.com.
 La réparation des vannes est une procédure obligatoire qui accompagne le fonctionnement de tels appareils. En effet, il existe des éléments mobiles dans la conception des vannes à guillotine, par conséquent, de telles vannes d'arrêt nécessitent, au moins, le remplacement périodique de tels ensembles.
La réparation des vannes est une procédure obligatoire qui accompagne le fonctionnement de tels appareils. En effet, il existe des éléments mobiles dans la conception des vannes à guillotine, par conséquent, de telles vannes d'arrêt nécessitent, au moins, le remplacement périodique de tels ensembles.
De plus, la vanne peut tomber en panne pour d'autres raisons. Par conséquent, dans cet article, nous examinerons les menaces typiques pour la fonctionnalité de l'appareil et comment les éliminer par le biais d'une révision périodique ou d'une révision de la vanne.
La conception des vannes suppose que pendant le fonctionnement, l'unité peut perdre sa fonctionnalité en raison de la combinaison de circonstances suivante :
- Perte d'étanchéité dans l'unité d'accueil carrosserie-pipeline.
- Perte d'étanchéité dans l'unité d'accueil du presse-étoupe.
- Perte d'étanchéité dans l'unité d'accueil du corps du volet.
La cause des fuites entre le corps de vanne et l'extrémité de la canalisation est soit un défaut de montage, soit une fuite due à une déformation du joint d'étanchéité du joint. Le diagnostic d'une telle panne est effectué visuellement: la nécessité de réparer les vannes - fonte, acier ou polymère - aucune différence, signale une fuite au niveau du joint entre le corps et la canalisation.

La raison de la dépressurisation du couvercle du corps ou du couvercle du presse-étoupe est uniquement un presse-étoupe qui fuit - un joint qui protège le point de passage de la tige ou de la broche à travers les pièces spécifiées. Une telle panne peut être diagnostiquée par des fuites sur le corps de vanne. De plus, le type de problème est indiqué par la source (début) du goutte-à-goutte - le col du couvercle du boîtier.
La cause des fuites internes dans la zone des vannes est l'utilisation de vannes à vannes dans les canalisations transportant un flux fortement contaminé, dont les particules déforment les bagues d'étanchéité de l'écluse. De plus, des particules peuvent se déposer sur les parois internes du boîtier, empêchant ainsi un contact intime avec le clapet. Il est très difficile de diagnostiquer une telle panne. Après tout, il n'est possible d'identifier les dysfonctionnements internes de l'unité que par des signes indirects - la présence de coups de bélier dans la canalisation bloquée.
| Vidéo (cliquez pour lire). |
La technologie de réparation des robinets-vannes dépend du type de défaillance. Après tout, les fuites externes (au niveau du corps-tuyau et du presse-étoupe) sont diagnostiquées et éliminées en utilisant des actions complètement différentes des fuites internes (au niveau du corps-amortisseur).

Les travaux de réparation, dont le but est de rétablir le fonctionnement de la vanne, sont effectués soit par démontage complet de l'ensemble, soit par démontage-montage partiel de la vanne. La révision de la vanne peut être organisée dans les deux sens. Pour les réparations partielles, il suffit de démonter le couvercle de presse-étoupe et de retirer le couvercle de carrosserie. Cependant, les deux opérations commencent par une étape - la fermeture du pipeline en amont. Bien entendu, à ces fins, un dispositif de verrouillage fonctionnel doit être utilisé.
Pour maintenir le niveau de maintenabilité de la ligne, il est très important d'effectuer à temps tous les travaux de réparation dans les ensembles de vannes. Sinon, le coût de restauration des vannes de vannes augmentera de plusieurs ordres de grandeur.
Le processus de démontage-montage est le suivant :
- Au tout début, le volant d'inertie est démonté, à partir duquel l'écrou de roulement est retiré.
- De plus, les vis de fixation du couvercle du presse-étoupe sont dévissées du couvercle du boîtier. Si la panne est associée à l'ensemble presse-étoupe, après avoir retiré le couvercle, il vous suffit de démonter le joint et de le remplacer par un nouvel ensemble en bon état.
- Après démontage (et, le cas échéant, remplacement) du presse-étoupe, il est nécessaire de démonter le raccord à bride à la jonction du corps et de son couvercle. Pour cela, les vis de montage du couvercle sont dévissées des trous de montage dans le boîtier.
- Après avoir retiré le couvercle, la tige peut être retirée du corps et la vanne peut être retirée du siège. A ce stade, vous pouvez nettoyer la soupape et le siège du corps, en remplaçant en cours de route les éléments d'étanchéité. De plus, très souvent, la vanne est simplement remplacée par une nouvelle pièce de même forme. Après tout, tous les ensembles de vannes sont standard, par conséquent, le serrurier ne peut pas avoir de problèmes avec la sélection d'un élément utilisable.
- Après avoir remplacé ou restauré la vanne, vous pouvez procéder à l'assemblage de la vanne, qui s'effectue dans l'ordre inverse.
Cette opération peut être réalisée aussi bien sur une vanne déconnectée que sur des raccords installés dans la canalisation. Mais pour remplacer les joints ou éliminer les erreurs à la jonction du corps et du tuyau, nous devrons, sans faute, démonter l'ensemble de l'appareil, suivi du démontage-montage et de l'installation des raccords dans la canalisation.
À la fin des travaux de réparation, le serrurier doit tester le fonctionnement de l'appareil. C'est-à-dire que la vanne réparée doit fermer le pipeline, arrêtant complètement l'écoulement de liquide dans le pipeline. 
Le dispositif de contrôle, dans ce cas, est un manomètre classique, qui doit enregistrer la perte de charge dans la canalisation située en dessous (dans le sens de l'écoulement) de la vanne.
Robinets-vannes en fonte, parallèles, à bride avec tige montante et entraînement manuel
Les disques 8 (Fig. 33) ne sont pas complètement descendus, n'ont pas appuyé contre les joints toriques du corps
Serrez le volant 2 (Fig. 32) avec une clé spéciale 8 ou une clé à levier tubulaire 1. Les extrémités de la broche 4 et les écrous doivent être à la même hauteur. Avant de serrer avec la clé, tourner le volant en arrière de quelques tours. Cela garantira que la vanne se ferme avec moins d'effort, car en allongeant la tige, vous pouvez lubrifier ses filets.
Riz. 32. Ouverture et fermeture de la vanne : a, b - correct ; c - faux ; 1 - clé à pipe à levier; 2 - volant d'inertie : 3 - chutes ou chutes de tuyaux ; 4 - broche; 5 - couvercle du presse-étoupe ; 6 - couvercle du boîtier ; 7 - corps; 8 - clé spéciale
Le volant tourne, mais la broche est immobile
Coins arrondis de convergence des bords du carré sur la broche sous le volant moteur
En tenant l'axe 13 (FIG. 33) avec une clé à pipe, dévissez l'écrou 3 avec n'importe quelle clé et retirez le volant moteur 1. Limez les nouveaux bords plus bas que ceux existants avec une lime, si la longueur de l'axe le permet. Vous pouvez, en saisissant la broche avec une clé à pipe, ouvrir et fermer la vanne
Riz. 33. Un robinet-vanne en fonte, parallèle, bridé avec une tige montante et un entraînement manuel : 1 - volant d'inertie ; 2 - écrou tournant; 3 - écrou; 4 - clé; 5 - écrou; 6 - emballage de la boîte à garniture ; 7 - joint d'étanchéité; 8 - disque; 9 - bague d'étanchéité disque : 10 - bague d'étanchéité corps : 11 - cale ; 12 - cas; 13 - broche; 14 - couvercle du boîtier ; 15 - boulon; 16 - couvercle de presse-étoupe
Le volant d'inertie tourne et l'écrou de déplacement est immobile
Chute ou cisaillement de la clé
Maintenez le volant 1 avec une clé à tube et dévissez l'écrou 3. Avec l'autre, dévissez l'écrou 3. Après avoir retiré le volant, insérez une nouvelle clé 4 dans la rainure de clavette, faite d'un morceau de fil d'acier ou d'un clou limé avec un fichier. La nouvelle clavette doit remplir la rainure de l'écrou de course 2 et reposer contre le fond de la rainure du volant. Cela empêchera la clé de tomber.
Le volant tourne avec la broche et la vanne ne peut pas être ouverte pour le passage de l'eau
L'extrémité rectangulaire de la tige à l'intérieur du corps de vanne n'est pas en prise avec les disques
Pour verrouiller une telle équerre, deux rainures opposées sont percées sur le col de l'un des disques
Le volant tourne avec la broche et il est impossible d'utiliser la vanne
Les coins du rectangle de la broche entre les disques sont arrondis
Le plus simple est de remplacer la broche par une ancienne vanne devenue inutilisable pour d'autres raisons. Vous pouvez également retirer la tige d'une nouvelle vanne, ce qui prendra moins de temps que l'installation d'une autre vanne.
Nous restaurons l'extrémité rectangulaire usée de la broche par frettage, chauffage de la broche dans une forge ou par rechargement par soudage électrique. Après soudage électrique, les coins sont corrigés sur une affûteuse
La vanne ne coupe pas complètement l'eau malgré le mouvement normal des disques
Accumulation inégale et rayures sur les joints toriques
Après le nettoyage, frottez une des surfaces des anneaux avec de la craie ou essuyez avec la face travaillante d'un vieux papier carbone pour machine à écrire. Essuyez maintenant la surface contaminée sur la surface de contact correspondante. Réglez les bosses colorées formées. Le rodage n'est pas non plus interdit, mais il est plus long.
Pour un rodage grossier, vous pouvez utiliser la poudre restante de l'affûteur. Vous pouvez également préparer vous-même une poudre à partir d'un mélange de briques finement broyées et de verre. Étaler la poudre sur une surface métallique plane, sur des carreaux de céramique, etc. À l'aide des bagues d'étanchéité en bronze des disques, traverser le mélange dans différentes directions, parfois en le soulevant. Pour que le mélange enveloppe mieux la surface des anneaux, ajoutez-y de l'huile liquide, le mélange doit acquérir la consistance d'une crème à chaussures en boîtes (la crème est plus fine dans les tubes). Un rodage grossier est également autorisé avec un chiffon abrasif, collé ou attaché le long des bords de la planche. La largeur de la planche doit être supérieure au diamètre de l'anneau. Frottez toute la surface à la fois, en changeant la direction des mouvements alternatifs et en appliquant une pression uniforme sur toute la surface de la planche. De cette façon, il est pratique de nettoyer la surface du disque, mais il est difficile de nettoyer la surface intérieure du boîtier lors du rodage, vous pouvez utiliser des pâtes spéciales telles que GOI.
Le volant d'inertie est plié à partir de l'écrou de roulement
1. Meulez un nouvel écrou sur un tour en créant des arêtes sur une fraiseuse ou avec une scie à métaux et une lime. Notez que l'écrou de déplacement est presque toujours trapézoïdal à l'intérieur et métrique à l'extérieur. Dans les vannes D = 50 mm, au lieu d'une clé, un filetage extérieur est coupé sur l'écrou de course 2. Un volant d'inertie est vissé dessus, qui a un filetage correspondant dans le trou intérieur du moyeu. Le volant est contré avec l'écrou 3 (voir Fig. 33). Il faut tenir compte du fait que les filetages de l'écrou de roulement et du volant sont à gauche, c'est-à-dire que le volant d'inertie sortira de l'écrou de roulement si vous le serrez, en voulant abaisser les disques et fermer la vanne.
2. Retirez l'écrou d'une vanne similaire non installée dans les canalisations. Tournez l'écrou dans le sens des aiguilles d'une montre. Réinstaller l'écrou en le vissant dans le sens inverse des aiguilles d'une montre jusqu'à ce qu'il soit bloqué par les filetages du moyeu du volant.
3. Dévisser le volant moteur. En plaçant un chiffon sous les mâchoires de la clé à tube, faites pivoter la broche par l'extrémité filetée supérieure dans la direction souhaitée.
Le moyeu du volant ne peut pas être tourné
Rayons de roue et de volant cassés
Sélectionnez la clé à pipe du numéro correspondant sur le moyeu ou retirez les moyeux et travaillez avec la clé existante. Pour saisir des surfaces cylindriques, la clé doit avoir deux mâchoires acérées
Impossible d'ouvrir et de fermer la vanne
En plaçant un chiffon sous les mâchoires de la vis de tuyau, faites pivoter la broche par l'extrémité filetée avec elle.
Fuite sous le couvercle du presse-étoupe
Garniture de presse-étoupe lâche
Serrez uniformément et en alternance les écrous 3 sur les boulons 15. Si la bride du couvercle de presse-étoupe 16 reposait contre la bride du couvercle 14 du corps, il est alors nécessaire de reconstituer la garniture 6 ou d'enlever les restes de l'ancien et de remplacer avec un nouveau. Le presse-étoupe ne peut être remplacé qu'en serrant le volant jusqu'à la limite et en vérifiant à quel point la vanne est fermée. Pour ce faire, ouvrez l'une des vannes ou des robinets situés derrière la vanne. Une légère fuite d'eau ne sera pas un obstacle, mais avec un fort courant d'eau, il est interdit de bourrer la glande, car l'eau l'expulsera.
Pour bourrer le presse-étoupe, dévissez les écrous 3 maintenant le couvercle du presse-étoupe. Retirez-le du couvercle du boîtier 14. Il est plus facile de le faire si le couvercle du presse-étoupe est séquentiellement, ou encore mieux en même temps, soulevez des deux côtés, par exemple, avec la bêche d'un gros tournevis et une spatule ou avec les poignées des leviers de la clé à pipe . Pour éviter que le couvercle du joint d'huile n'interfère à l'avenir, accrochez-le à un fil des rayons du volant. Nettoyez le siège de presse-étoupe exposé de la saleté et des restes de l'ancien emballage avec un crochet en acier. Après avoir installé la première couche d'emballage frais, essayez de bien la tasser. Il est plus pratique de le faire avec le même couvercle de presse-étoupe, s'il entre librement
dans le trou. Lors de la pose des couches d'étanchéité, la moitié du tube d'un diamètre approprié, coupé dans le sens de la longueur, sera également utile. Il sera plus pratique d'utiliser une telle moitié de tube si la poignée y est soudée à un angle de 90 °. Vous pouvez l'utiliser comme manche scié sous un angle de 20-30 ° et coudé en secteur : tubes.
Abaisser le couvercle du presse-étoupe sur le presse-étoupe récupéré et serrer avec les écrous. L'écart entre la bride de ce couvercle et la bride du couvercle du boîtier doit rester de 6 à 10 mm en réserve. Vérifiez la qualité de votre travail en levant et en abaissant la broche. Une fuite d'eau signalera la nécessité de resserrer davantage les écrous.
S'il n'y a pas de joint standard, utilisez un sac torsadé ou des bandes de coton légèrement huilées avec de l'huile pour éviter la pourriture. Convient pour l'étanchéité et les cordes en fibres naturelles. Le joint d'huile peut également être constitué de demi-anneaux en caoutchouc spécialement découpés, mais dans ce cas, il est nécessaire de serrer légèrement le couvercle du joint d'huile. Un fort serrage conduira à l'apparition d'une résistance excessive au mouvement de la broche, et le caoutchouc s'effritera
Joint déchiré ou écrasé
Comme dans le cas précédent, fermez la vanne et vérifiez la quantité d'eau qui ne la traverse pas. Retirez ensuite les boulons de connexion entre le couvercle 14 et le corps 12 et après une fois remplacez-les par des boulons plus longs (plus longs de 20 à 25 mm). Retirez également les boulons restants et, sur les longs, dévissez les écrous 2 à 5 filets et tournez immédiatement le volant vers la fermeture. Le couvercle 14 se soulèvera légèrement. Répétez la "procédure" jusqu'à ce qu'il y ait un écart de 1-15 mm, suffisant pour changer le joint 7. Parfois, l'écart est augmenté afin de nettoyer les surfaces des restes du joint usé.
Coupez un nouveau joint le long de l'ancien ou le long du couvercle, en réduisant les dimensions extérieures de deux diamètres de boulon. À un endroit, coupez le joint en zigzag pour l'insérer dans l'espace entre le couvercle et le corps. Le zigzag sur la coupe du joint doit empêcher les infiltrations d'eau. Pour plus de sécurité, deux espaceurs peuvent être équipés d'un décalage d'incision de 180°. Laissez les « cornes » sur l'entretoise pour ajuster la position de l'entretoise lors de la coupe.
Le meilleur matériau de joint est la feuille de caoutchouc, le pire est le carton huilé ordinaire non ondulé
La principale raison de la défaillance des vannes d'arrêt est la fuite des éléments d'étanchéité. Les raisons peuvent être :
- saleté coincée sous le dispositif d'étanchéité ;
- rayures, entailles ou usure inégale sur les surfaces des joints.
Si une fuite est détectée dans la vanne, il est nécessaire de l'ouvrir et de la fermer plusieurs fois, permettant au flux d'eau de laver la saleté accumulée sur les joints. Si cela ne résout pas le problème, démontez la vanne ou la vanne et enlevez la saleté des surfaces d'étanchéité. Dans ce cas, vous devez faire attention à la présence de rayures, de creux ou de bosses et autres irrégularités sur les surfaces et, si nécessaire, les éliminer par rodage.
Clapets d'arrêt de rodage produire comme suit. Les surfaces d'étanchéité sont lubrifiées avec de l'huile de machine propre et saupoudrées de poussière d'émeri ou de verre pilé.Après cela, le recouvrement est tourné uniformément le long de la surface de recouvrement jusqu'à ce que les défauts sur les surfaces d'étanchéité soient complètement éliminés. A la fin, un fin rodage est effectué à l'aide d'une pâte spéciale. Après cela, les surfaces sont essuyées avec des chiffons propres imbibés de kérosène, essuyées et soufflées à l'air comprimé.
Vous pouvez vérifier la qualité du rodage avec de l'huile ou un crayon. L'une des surfaces rodées est lubrifiée avec de l'huile minérale, appliquée sur l'autre surface et, en appuyant légèrement, tournez vers la droite et la gauche à un angle ne dépassant pas 20 ° 10-12 fois. Ensuite, les surfaces sont essuyées et vues à la lumière. Avec un rodage de haute qualité, toute la surface doit briller. S'il y a des zones brillantes ou des stries proéminentes, vous devez alors refaire le rodage avec de la pâte. Lors de la vérification avec un crayon, quatre lignes radiales sont appliquées sur la surface râpée avec un crayon graphite. Avec un bon rodage, les coups de crayon doivent être gommés sur toute la surface sur une surface d'au moins 75 %, sinon le rodage doit être répété. L'étanchéité des surfaces d'étanchéité des vannes d'isolement est réalisée par un essai hydraulique.

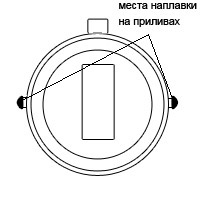 1. La vanne est située sur une canalisation horizontale et laisse passer l'eau en position fermée. Dans ce cas, les marées sur les disques des vannes ne touchent pas étroitement les parois du corps, de sorte que les disques sont déplacés des surfaces d'étanchéité du corps et forment un espace entre les disques et le corps de vanne.
1. La vanne est située sur une canalisation horizontale et laisse passer l'eau en position fermée. Dans ce cas, les marées sur les disques des vannes ne touchent pas étroitement les parois du corps, de sorte que les disques sont déplacés des surfaces d'étanchéité du corps et forment un espace entre les disques et le corps de vanne.
Ce dysfonctionnement peut être éliminé en fusionnant les marées. Ensuite, la vanne fonctionnera correctement dans n'importe quelle position.
2. Après un fonctionnement prolongé des vannes, la cale ne dilate pas suffisamment les surfaces d'étanchéité et la vanne laisse passer l'eau en position fermée.
Dans ce cas, la queue du coin est allongée par surfaçage.
3. Chute d'anneaux en bronze des disques ou du corps de vanne.
Les bagues en bronze ne sont montées sur les disques ou dans une rainure du corps qu'à chaud. Lors de l'installation de l'ancien anneau, vous pouvez également le fixer avec des broches en cuivre. Dans ce cas, sous les bagues, vous devez poser un fil de garniture d'amiante huilée, ou du fil de plomb, cela simplifiera le retrait des anciennes bagues de la rainure.
4. Chute des disques du portail due à la rupture de la pince en acier. Dans ce cas, il est impossible d'ouvrir ou de fermer la vanne.
Lors de la réparation de ce dysfonctionnement, il serait préférable de remplacer la pince en acier par une pince en cuivre ou en laiton. Dans ce cas, fixez les disques à la broche avec un boulon.
5. La défaillance du couvercle du presse-étoupe s'accompagne généralement d'une fuite d'eau sous la tige de soupape. Pour éliminer rapidement les fuites d'eau sans démonter la vanne, vous pouvez utiliser une plaque métallique, qui doit être fixée sur le couvercle du presse-étoupe endommagé.
6. Une boîte à garniture défectueuse entraînera également une fuite d'eau à travers la tige. Si ce dysfonctionnement n'est pas éliminé au stade initial, il peut ensuite entraîner une fuite d'eau d'urgence et créer des conditions d'endommagement mécanique de la tige ou du presse-étoupe de la vanne. Les fuites d'emballage peuvent être dues aux raisons suivantes :
- violation de la cylindricité de la broche;
- emballage incorrect de l'emballage dans la boîte à garniture ;
- mauvais choix de matériau d'emballage ;
- Presse-étoupe insuffisant lors de la pose.
Lors de la détection fuites d'eau à travers le presse-étoupe, le presse-étoupe est serré, ici vous devez être prudent, car le couvercle du presse-étoupe est en fonte et peut être endommagé par une force excessive. S'il n'a pas été possible d'éliminer la fuite en serrant la garniture, la garniture est remplacée par une nouvelle. L'ancienne garniture est retirée du presse-étoupe, puis le cordon tressé est découpé en anneaux, sur une longueur égale à la circonférence de la broche et placé dans la chambre de façon à ce que les joints de la garniture se situent au hasard et se chevauchent. La garniture est terminée en pressant le presse-étoupe avec un couvercle (fouet de presse-étoupe).Le couvercle de la boîte à garniture est serré de manière à ce qu'il n'y ait pas de déformation et que la profondeur dans la boîte à garniture ne dépasse pas 3 à 5 mm. Dans ce cas, la broche doit tourner facilement sans l'utilisation de forces ou de leviers spéciaux. Le presse-étoupe sur les vannes d'un diamètre de 15 à 40 mm peut être fabriqué avec un seul cordon et pour les diamètres de 50 mm ou plus, il est nécessaire de le couper en morceaux.
7. Rupture des vannes en fonte. La raison des ruptures est principalement l'allongement de la température des canalisations, qui crée une contrainte dans le métal du robinet-vanne supérieure à celle admissible. En outre, la cause des ruptures peut être une fonte de fonte de mauvaise qualité ou le gel de l'eau à l'intérieur.
Pour éviter la rupture de la valve, les règles suivantes doivent être suivies :
- Prévoyez une compensation pour les canalisations afin que des contraintes élevées ne se produisent pas dans le métal du corps.
- Les boulons des brides doivent être serrés uniformément.
- Les robinets-vannes situés sur les canalisations hors sol doivent être isolés.
- Protection de la vanne contre les contraintes mécaniques pendant le stockage et le transport.
La nécessité d'entretenir la vanne est son principal inconvénient, mais la possibilité de réparation est l'un des principaux avantages.
Arrêt de fuite
Défauts dans les surfaces de contact de la vanne et du corps. (échelle, éviers, rayures)
Rodage des surfaces d'étanchéité sur la vanne et dans le corps. En règle générale, les surfaces de contact sont en bronze. Pour ce faire, il est nécessaire de démonter le capot, d'enlever le volet et, si nécessaire, la carrosserie. Le broyage est effectué avec des pâtes diamantées de différentes granulométries avec une transition progressive du grossier au fin.
Il convient de garder à l'esprit que dans les vannes à coin, après plusieurs rodages, la vanne s'enfonce, ce qui entraîne une fuite même avec des surfaces de coin polies.
Fuite sous le presse-étoupe le long de la tige
Serrer les presse-étoupes, et si nécessaire remplacer la garniture de presse-étoupe.
Si, après avoir remplacé le presse-étoupe, il n'a pas été possible d'éliminer la fuite, il est fort probable que des piqûres de corrosion se soient formées dans la tige et il faudra la souder ou la remplacer.
Le volant ne peut pas être tourné
Se produit dans des vannes sans l'attention du personnel de maintenance et ouvertes moins d'une fois par an. La raison en est le tartre sur les surfaces d'étanchéité.
Retirez le couvercle supérieur de la soupape et nettoyez les surfaces d'étanchéité du disque et du corps. Si nécessaire, rodage des surfaces de frottement.
Ne frappez pas sur la tige, car l'écrou de guidage peut être arraché.
Le volant tourne mais la vanne ne s'ouvre pas
Ouverture du volet "joues tombées"
Dans les vannes à tige montante, ce problème se produit lorsque la « came » de la tige retenant la vanne est usée ou si les filetages de l'écrou de guidage de la tige ont été dénudés.
S'il y a un problème avec la tige, remplacez-la ou soudez sur une "came" usée.
Un écrou de guidage usé doit être remplacé si la conception de la vanne le permet.
Dans les vannes avec une tige sans déplacement, la vanne peut tomber lorsque l'écrou qui y est fixé s'use. Pour éliminer le dysfonctionnement, il est nécessaire de remplacer la vanne, car il est fort probable qu'il ne sera pas possible de remplacer un écrou avec un filetage dénudé.
Ne pas démonter la vanne lorsqu'elle est sous pression.
Après l'installation, il est nécessaire de retirer l'air de la vanne; pour cela, les boulons appuyant sur le presse-étoupe sont desserrés et après l'apparition de gouttes d'eau sous le presse-étoupe, les boulons sont pressés.
Une fois par mois, effectuez un cycle complet, ouverture/fermeture, pour nettoyer les surfaces frottantes d'une petite couche de tartre ou de boue accumulée.
Gardez la tige des vannes à tige montante lubrifiée.
Vérifiez l'étanchéité de la garniture de tige une fois par semaine et resserrez-la ou remplacez-la si nécessaire. Il est interdit de remplacer le presse-étoupe sur une canalisation sous pression.
Le robinet-vanne ne doit pas être dans une position intermédiaire pendant le fonctionnement.Une position de vanne complètement ouverte ou complètement fermée est autorisée.
Les raccords de canalisation sont utilisés par les entreprises de l'industrie de l'énergie, du logement et des organisations communales, dans les industries métallurgique, chimique, alimentaire et autres.
Tableau des variétés et des classifications des vannes pour le pipeline.
Les vannes d'arrêt, de séparation de phases, de protection, de distribution, de haute pression, d'arrêt et de commande et de contrôle agissent sur la zone d'écoulement, déterminent les changements dans le flux de substances, les contrôlent réellement. La tâche des vannes est de démarrer et d'arrêter le flux du fluide de travail. Un diagnostic rapide et une réparation de haute qualité des vannes garantissent un fonctionnement efficace de l'ensemble du système, une fixation fiable des positions extrêmes de l'unité ("fermée", "ouverte").
Le mouvement du flux de gaz, de vapeur ou de liquide est régulé par le type le plus courant de vannes d'arrêt - un robinet-vanne. Vous pouvez classer conditionnellement les appareils selon plusieurs caractéristiques.
Par type, on distingue les vannes :
Les surfaces d'appui du robinet-vanne parallèle sont parallèles les unes aux autres.
Selon la forme de l'obturateur, on distingue les vannes :
Une caractéristique des vannes à coin est l'arrêt du mouvement du flux de substances par rotation en translation de la vanne perpendiculairement au flux principal de la substance transportée. Les surfaces d'étanchéité de la porte en coin sont situées à un certain angle les unes par rapport aux autres. Tous les types de cales sont en acier fortement allié. Application - transport d'ammoniac (liquide et gazeux), vapeur et eau, produits pétroliers non agressifs.
Les surfaces d'appui du robinet-vanne parallèle sont parallèles les unes aux autres. Distinguer les vannes à simple disque (vanne) et les vannes à double disque.
Par le type de mouvement de la broche, il existe des vannes:
- avec une broche rotative (mouvements de translation-rotation et de translation);
- avec tige montante et fuseau (mouvements rotatifs uniquement).
Les vannes à tige rotative sont utilisées dans les canalisations où la lubrification par friction de l'écrou et de la broche est requise et où il n'y a aucun risque de corrosion des composants. Les robinets-vannes à tige montante sont plus hauts que les robinets rotatifs, en raison de leurs caractéristiques techniques, ils sont utilisés dans tous les autres systèmes.
Une vanne en fonte est utilisée pour démarrer et arrêter complètement le flux de substances. La température maximale de fonctionnement est de 225°C.
Par le type de matériau, on distingue les vannes :
Un robinet-vanne en acier bloque le mouvement dans la canalisation. Substances de travail autorisées - vapeur, eau, produits pétroliers non agressifs sous forme gazeuse et liquide. Ils sont utilisés pour travailler avec différents niveaux de pression et passages dans des climats tempérés sur toute la longueur de la canalisation.
Une vanne en fonte est utilisée pour démarrer et arrêter complètement le flux de substances. La température maximale de fonctionnement est de 225°C. Substances autorisées - vapeur, produits pétroliers, huile, eau. L'installation sur des canalisations horizontales et verticales est autorisée, en tenant compte des particularités de l'installation.
Les deux types de vannes appartiennent à la catégorie des vannes réparées à durée de vie forcée.
Séparément, on distingue une vanne à manchon, qui consiste en un tuyau élastique placé dans un boîtier de protection bridé sur les brides. Il n'y a aucun contact avec le milieu de travail. Le principe de fonctionnement est la fermeture unilatérale ou bilatérale du tuyau élastique (pincement). Application - transport de boues abrasives, produits pétroliers, boues, substances agressives. La température du milieu ne doit pas dépasser 110 ° C et la pression dans la canalisation ne doit pas dépasser 6 kgf / cm 2.
L'installation et la maintenance des appareils doivent être effectuées par des spécialistes hautement qualifiés.
L'utilisation de vannes dans les conduites technologiques et de transport dans les entreprises clés et auxiliaires de divers types d'industrie, dans les systèmes énergétiques, dans les conduites de gaz, de pétrole et d'eau est due aux caractéristiques techniques suivantes:
- longue durée de vie dans des conditions défavorables;
- faible résistance hydraulique;
- résistance à des charges importantes.
L'installation et la maintenance des appareils doivent être effectuées par des spécialistes hautement qualifiés ayant un niveau de connaissances suffisant, l'aptitude à effectuer une opération spécifique et ayant les compétences nécessaires pour utiliser un type de vannes spécifique.
La principale raison du dysfonctionnement de la vanne est l'endommagement de la surface des bagues d'étanchéité en raison de la pénétration de petites particules étrangères (sable, tartre, etc.), tandis que l'étanchéité de la structure est rompue, la substance transportée fuit. En plus des pertes matérielles importantes, lors du transport de substances dangereuses ou corrosives à travers un pipeline avec des unités défectueuses, des dommages à l'environnement sont possibles et, dans les situations les plus difficiles, la vie des travailleurs impliqués dans le processus est en danger.
A la fin des travaux, des spécialistes testent les assemblages pour l'étanchéité des joints, testent l'opérabilité de l'appareil.
Un diagnostic et une réparation en temps opportun de l'état technique de l'unité affectent la qualité et l'efficacité du système.
Pour éliminer les défauts, en fonction de l'emplacement de l'unité endommagée, en respectant les règles de sécurité, les vannes sont démontées et, à la fin des travaux, elles sont assemblées avec un outil standard dans des ateliers spécialement équipés ou directement dans le système de canalisation. L'employé responsable du travail est tenu d'assurer une protection adéquate des éléments filetés et d'étanchéité contre les dommages, afin d'empêcher la pénétration de particules étrangères dans la cavité de l'unité. A la fin des travaux, des spécialistes testent les assemblages pour l'étanchéité des joints, de la vanne, du joint, et testent l'opérabilité de l'appareil.
La réparation et le démontage des vannes de vannes sont interdits si :
- il y a de la pression dans la cavité ou le système de la vanne ;
- le support reste dans l'appareil.
Il est inacceptable d'utiliser des nœuds pour réguler le débit.















